йҘҝдәҶд№Ҳ|еҺӢжҺҘз«Ҝеӯҗзҡ„и§ЈжһҗеҸҠеҺӢжҺҘиҝҮзЁӢжҺ§еҲ¶
ж–Үз« еӣҫзүҮ
ж–Үз« еӣҫзүҮ
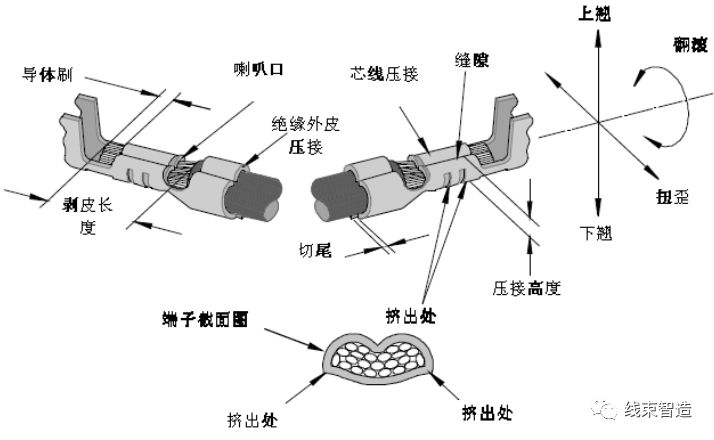
е–ҮеҸӯеҸЈ
еҺӢжҺҘеҗҺеңЁиҠҜзәҝеҺӢжҺҘжЎҶзҡ„иҫ№зјҳеҪўжҲҗе–ҮеҸӯеҸЈ пјҢ жҲҗдёәиҠҜзәҝжјҸж–— гҖӮ жӯӨжјҸж–—еҮҸе°‘дәҶиҠҜзәҝеҺӢзәҝжЎҶй”ӢеҲ©иҫ№зјҳеүІж–ӯжҲ–еүІдјӨиҠҜзәҝзҡ„еҸҜиғҪжҖ§ гҖӮ иҠҜзәҝеҺӢзәҝжЎҶе–ҮеҸӯеҸЈзҡ„еҺҡеәҰдёҖиҲ¬еә”дёәз«Ҝеӯҗжқҗж–ҷеҺҡеәҰзҡ„1еҲ°2еҖҚе·ҰеҸі гҖӮ
ејҜжӣІиҜ•йӘҢ
ејҜжӣІиҜ•йӘҢжҳҜжөӢиҜ•з»қзјҳеӨ–зҡ®еҺӢжҺҘиҙЁйҮҸзҡ„дёҖз§Қж–№жі• гҖӮ жҲ‘们жҠҠеҜјзәҝжқҘеӣһејҜжӣІиӢҘе№Іж¬Ў пјҢ 然еҗҺиҜ„дј°з»қзјҳеӨ–зҡ®е’ҢиҠҜзәҝжқҹзҡ„移еҠЁжғ…еҶө гҖӮ дҪңдёәдёҖ项规еҲҷ пјҢ з»қзјҳеӨ–зҡ®зҡ„еҺӢжҺҘиҰҒжүҝеҸ—дҪҸз”өзәҝжңқеҗ‘д»»дҪ•ж–№еҗ‘иӢҘе№Іж¬Ў60иҮі90еәҰејҜжӣІ гҖӮ еҺӢжҺҘз»ҶеҜјзәҝж—¶иҰҒе°Ҹеҝғ пјҢ дёҚеҫ—еүІз ҙз»қзјҳеӨ–зҡ®еҺӢжҺҘеӨ„еҗҺйқўзҡ„з»қзјҳеұӮ гҖӮ
еҜјдҪ“еҲ·
еҜјдҪ“еҲ·жҳҜз©ҝиҝҮиҠҜзәҝеҺӢзәҝжЎҶгҖҒйқўеҗ‘з«ҜеӯҗжҺҘзӮ№еҢәзҡ„иҠҜзәҝжқҹ гҖӮ з”ұдәҺеӯҳеңЁд»ҺеҺӢзәҝжЎҶеҮёеҮәеҮәжқҘзҡ„иҠҜзәҝжқҹ пјҢ жңәжў°еҺӢжҺҘеҠӣеҸҜд»Ҙе…ЁйғЁдҪңз”ЁдәҺиҠҜзәҝдёҠ гҖӮ еҜјдҪ“еҲ·дёҚеә”еҪ“延伸еҲ°з«ҜеӯҗжҺҘжҸ’еҢәеҹҹ гҖӮ
иҠҜзәҝеҺӢжҺҘ
иҠҜзәҝеҺӢжҺҘжҳҜеҜ№еҘ—еңЁиҠҜзәҝдёҠзҡ„з«ҜеӯҗеҺӢзәҝжЎҶзҡ„еҺӢзј© гҖӮ иҜҘж“ҚдҪңе»әз«Ӣиө·дёҖдёӘдҪҺз”өйҳ»гҖҒй«ҳз”өжөҒжүҝиҪҪиғҪеҠӣзҡ„з”өж°”йҖҡи·Ҝ гҖӮ
иҠҜзәҝеҺӢжҺҘй«ҳеәҰ
иҠҜзәҝеҺӢжҺҘй«ҳеәҰжҳҜд»ҺжүҖеҪўжҲҗзҡ„еҺӢжҺҘйЎ¶йқўеҲ°еә•йғЁеҫ„еҗ‘иЎЁйқўзҡ„и·қзҰ» гҖӮ иҜҘй«ҳеәҰдёҚеҢ…жӢ¬жҢӨеҮәеӨ„й«ҳеәҰпјҲи§ҒдёҠеӣҫпјү гҖӮ еҺӢжҺҘй«ҳеәҰжөӢйҮҸйҮҮз”ЁдёҖз§Қеҝ«йҖҹзҡ„гҖҒйқһз ҙеқҸжҖ§зҡ„жөӢйҮҸж–№жі• пјҢ з”ЁдәҺжөӢйҮҸзҺҜжҠұдҪҸиҠҜзәҝзҡ„з«ҜеӯҗеҺӢзәҝжЎҶжҳҜеҗҰжӯЈзЎ®еҺӢжҺҘеҲ°иҠҜзәҝдёҠ гҖӮ иҜҘжөӢйҮҸз»“жһңжҳҜиҝҮзЁӢжҺ§еҲ¶дёӯзҡ„йҮҚиҰҒжҢҮж Ү гҖӮ еҲ¶е®ҡеҺӢжҺҘй«ҳеәҰ规иҢғж—¶ пјҢ йҖҡеёёиҰҒй’ҲеҜ№дёҚеҗҢиӮЎж•°гҖҒж¶ӮеұӮгҖҒз«Ҝеӯҗжқҗж–ҷе’Ңз”өй•Җзҡ„еҜјзәҝ пјҢ е…јйЎҫеҺӢжҺҘзҡ„з”өж°”е’Ңжңәжў°жҖ§иғҪ гҖӮ иҷҪ然еҸҜд»Ҙй’ҲеҜ№дёҚеҗҢиӮЎж•°гҖҒе’Ңз«Ҝеӯҗз”өй•ҖжқҘеҲ¶е®ҡдёҚеҗҢзҡ„жңҖдҪіеҺӢжҺҘй«ҳеәҰ пјҢ дҪҶдёҖиҲ¬еҸӘ规е®ҡдёҖз§ҚеҺӢжҺҘй«ҳеәҰ гҖӮ
еҲҮе°ҫй•ҝеәҰ
з«Ҝеӯҗд»ҺжүҝиҪҪеёҰдёҠеҲҶзҰ»еҗҺ пјҢ з«ҜеӯҗеӨҙдёҚжҳҜе№ізҡ„иҖҢжҳҜеҮёеҮәдёҖйғЁеҲҶ пјҢ еҸ«еҒҡеҲҮе°ҫ гҖӮ дҪңдёәдёҖ项规еҲҷ пјҢ еҲҮе°ҫй•ҝеәҰеә”дёәз«Ҝеӯҗжқҗж–ҷеҺҡеәҰзҡ„1.0?еҲ°1.5?еҖҚпјҲиҜ·жҹҘйҳ…е…·дҪ“з«Ҝеӯҗзҡ„и§„ж јиҰҒжұӮпјү гҖӮ еҲҮе°ҫеӨӘй•ҝ пјҢ дјҡдҪҝз«ҜеӯҗпјҲеӣ жҸ’е…ҘдёҚеҲ°дҪҚпјүиҖҢйңІеңЁиҝһжҺҘеҷЁеЎ‘еЈіеӨ–иҫ№ пјҢ жҲ–ж— жі•ж»Ўи¶із”өж°”й—ҙи·қиҰҒжұӮ гҖӮ йҖҡеёё пјҢ еҸҜи®ҫзҪ®дёҖдёӘе·Ҙе…· пјҢ дҪҝеҲҮе°ҫе№ійҪҗдәҺдёҖдёӘжқҗж–ҷзҡ„еҺҡеәҰ гҖӮ
жҢӨеҮәпјҲеӨ–еұ•пјү
еҺӢжҺҘдҪҝеҜјзәҝеҺӢзәҝжЎҶеә•йғЁеҪўжҲҗеӨ–еұ• пјҢ еҪўжҲҗеӨ–еұ•зҡ„еҺҹеӣ жҳҜеҶІеӨҙдёҺй“Ғз §д№Ӣй—ҙзҡ„й—ҙйҡҷ гҖӮ иӢҘй“Ғз §еҮәзҺ°зЈЁжҚҹжҲ–з«Ҝеӯҗиў«иҝҮеәҰеҶІеҺӢ пјҢ еҲҷдјҡйҖ жҲҗз«Ҝеӯҗеә•йғЁеӨ–еұ•иҝҮеәҰ гҖӮ иӢҘеҶІеӨҙе’Ңй“Ғз §д№Ӣй—ҙй”ҷдҪҚ пјҢ иӢҘе–ӮйҖҒи°ғж•ҙеҠҹиғҪе…ій—ӯ пјҢ иӢҘз«Ҝеӯҗиў«жӢ–жӢүзҡ„и·қзҰ»дёҚеӨҹжҲ–иҝҮеӨ§ пјҢ еҲҷдјҡеҮәзҺ°еҮ№еҮёдёҚе№ізҡ„жҢӨеҺӢж•Ҳжһң гҖӮ
з»қзјҳеӨ–зҡ®еҺӢжҺҘпјҲзј“и§Јеә”еҠӣпјү
з»қзјҳеӨ–зҡ®еҺӢжҺҘеҸҜдёәз”өзәҝжҸҗдҫӣж”Ҝж’‘еҠӣ пјҢ д»Ҙдҫҝз”өзәҝжҸ’е…ҘеЎ‘еЈі гҖӮ д№ҹжңүеҠ©дәҺз«ҜеӯҗжҠ—жҢҜ гҖӮ з«Ҝеӯҗеҝ…йЎ»е°ҪеҸҜиғҪзүўзүўең°жҠ“дҪҸз”өзәҝ пјҢ дҪҶдёҚеҫ—еҺӢйҖҸз»қзјҳеӨ–зҡ®иҖҢи§ҰеҸҠиҠҜзәҝ гҖӮ еҲӨж–ӯз»қзјҳеӨ–зҡ®еҺӢжҺҘеҗҲж јдёҺеҗҰзҡ„ж ҮеҮҶжҳҜдё»и§Ӯзҡ„ пјҢ иҰҒи§ҶиҝһжҺҘдҪҝз”ЁеңәеҗҲиҖҢе®ҡ гҖӮ й’ҲеҜ№зү№е®ҡеә”з”ЁеңәеҗҲ пјҢ жҲ‘们е»әи®®дҪ иҝӣиЎҢзӣёеә”зҡ„ејҜжӣІжөӢиҜ• пјҢ д»ҘзЎ®е®ҡз»қзјҳеӨ–зҡ®еҺӢжҺҘжүҖжҸҗдҫӣзҡ„зј“и§Јеә”еҠӣзҡ„иғҪеҠӣжҳҜеҗҰеҗҲж ј гҖӮ
з»қзјҳеӨ–зҡ®еҺӢжҺҘй«ҳеәҰ
йҖҡеёёдёҚ规е®ҡз»қзјҳеӨ–зҡ®зҡ„еҺӢжҺҘй«ҳеәҰ пјҢ еҺҹеӣ жҳҜеӯҳеңЁзқҖеҗ„з§Қеҗ„ж ·зҡ„з»қзјҳеӨ–зҡ®еҺҡеәҰгҖҒжқҗж–ҷе’ҢзЎ¬еәҰ гҖӮ еӨ§еӨҡж•°з«Ҝеӯҗиў«и®ҫи®ЎжҲҗе®№зәіеӨҡз§Қи§„ж јзҡ„еҜјзәҝ гҖӮ з«ҜеӯҗеңЁе…¶йҖӮз”ЁиҢғеӣҙеҶ… пјҢ еҸҜиғҪж— жі•е®Ңе…ЁжҠұдҪҸз»қзјҳеӨ–зҡ® пјҢ жҲ–ж— жі•дёҘдёқеҗҲзјқең°жҠұзҙ§еҜјзәҝ гҖӮ дҪҶиҝҷз§Қжғ…еҶөдёӢзҡ„з»қзјҳеӨ–зҡ®еҺӢжҺҘйҖҡеёёжҳҜеҗҲж јзҡ„ гҖӮ
1.иӢҘз”өзәҝиҝҮзІ— пјҢ еҲҷз»қзјҳеӨ–зҡ®еҺӢзәҝжЎҶеә”иҮіе°‘з®ҚдҪҸз”өзәҝзҡ„88% гҖӮ
2.иӢҘз”өзәҝиҝҮз»Ҷ пјҢ еҲҷз»қзјҳеӨ–зҡ®еҺӢзәҝжЎҶеә”иҮіе°‘жҠ“зҙ§еҜјзәҝзҡ„50% пјҢ 并иғҪзүўзүўжҸЎдҪҸз”өзәҝзҡ„еӨҙйғЁ гҖӮ
иҰҒжЈҖжҹҘз»қзјҳеӨ–зҡ®зҡ„еҺӢжҺҘжҲӘйқў пјҢ иҜ·жҠҠз”өзәҝд»Һз«ҜеӯҗеҗҺйқўеҲҮдёӢжқҘ пјҢ дҪҝеҲҮйқўйҪҗе№ідәҺз«ҜеӯҗеҗҺйқў гҖӮ зЎ®е®ҡеҘҪжңҖдҪіеҺӢжҺҘи®ҫзҪ®еҗҺ пјҢ иҰҒи®°еҪ•еҘҪз»қзјҳеӨ–зҡ®еҺӢжҺҘй«ҳеәҰ гҖӮ ж“ҚдҪңдәәе‘ҳеҸҜд»ҘжҠҠжЈҖжҹҘз»қзјҳеӨ–зҡ®зҡ„еҺӢжҺҘй«ҳеәҰдҪңдёәи®ҫзҪ®жӯҘйӘӨзҡ„дёҖйғЁеҲҶ гҖӮ
з»қзјҳеӨ–зҡ®жң«з«ҜдҪҚзҪ®
иҜҘдҪҚзҪ®жҳҜз»қзјҳеӨ–зҡ®жң«з«ҜеңЁз»қзјҳеӨ–зҡ®еҺӢжҺҘеӨ„еҲ°иҠҜзәҝеҺӢжҺҘеӨ„д№Ӣй—ҙзҡ„иҝҮжёЎеҢәй—ҙеҶ…зҡ„дҪҚзҪ® гҖӮ еңЁиҜҘиҝҮжёЎеҢәй—ҙ пјҢ иҠҜзәҝй•ҝеәҰиҰҒзӣёеҗҢдәҺз»қзјҳеӨ–зҡ®й•ҝеәҰ гҖӮ з»қзјҳеӨ–зҡ®жң«з«Ҝзҡ„е®ҡдҪҚиҰҒзЎ®дҝқз»қзјҳеӨ–зҡ®еҺӢзәҝжЎҶж•ҙдёӘй•ҝеәҰзҡ„дёӢйқўеқҮеӯҳеңЁз»қзјҳеӨ–зҡ® пјҢ еҸҰдёҖж–№йқў пјҢ з»қзјҳеӨ–зҡ®дёҚеҫ—延伸еҲ°иҠҜзәҝеҺӢзәҝжЎҶдёӢйқў гҖӮ иӢҘз”ЁеҸ°ејҸеҺӢжҺҘжңәеҺӢжҺҘ пјҢ з»қзјҳеӨ–зҡ®жң«з«ҜдҪҚзҪ®еҶіе®ҡдәҺеҜјзәҝжӯўжЎЈе’ҢеүҘзҡ®й•ҝеәҰ гҖӮ иӢҘз”ЁиҮӘеҠЁз”өзәҝеӨ„зҗҶжңәеҺӢжҺҘ пјҢ з»қзјҳеӨ–зҡ®жң«з«ҜдҪҚзҪ®еҶіе®ҡдәҺеҺӢжҺҘжңәзҡ„иҝӣ/еҮәи°ғж•ҙ гҖӮ
гҖҗйҘҝдәҶд№Ҳ|еҺӢжҺҘз«Ҝеӯҗзҡ„и§ЈжһҗеҸҠеҺӢжҺҘиҝҮзЁӢжҺ§еҲ¶гҖ‘еүҘзҡ®й•ҝеәҰ
еүҘзҡ®й•ҝеәҰе°ұжҳҜжҠҠеҜјзәҝзҡ„з»қзјҳеӨ–зҡ®еүҘдёӢжқҘеҗҺ пјҢ жҡҙйңІеҮәжқҘзҡ„иҠҜзәҝй•ҝеәҰ гҖӮ еҪ“з»қзјҳеұӮжң«з«ҜдҪҚзҪ®еңЁз»қзјҳеӨ–зҡ®еҺӢжҺҘеӨ„е’ҢиҠҜзәҝеҺӢжҺҘеӨ„д№Ӣй—ҙзҡ„иҝҮжёЎеҢәй—ҙеұ…дёӯж—¶ пјҢ еүҘзҡ®й•ҝеәҰеҶіе®ҡдәҶеҜјдҪ“еҲ·зҡ„й•ҝеәҰ гҖӮ
еҺӢжҺҘиҝҮзЁӢжҺ§еҲ¶
еҺӢжҺҘзҡ„иҝҮзЁӢжҳҜз«ҜеӯҗгҖҒз”өзәҝгҖҒе·Ҙе…·гҖҒдәәе‘ҳгҖҒж–№жі•гҖҒзЁӢеәҸе’ҢзҺҜеўғеӣ зҙ д№Ӣй—ҙдә’еҠЁзҡ„иҝҮзЁӢ гҖӮ еҪ“жӯӨиҝҮзЁӢеҸ—еҲ°жҺ§еҲ¶ж—¶ пјҢ е°ұеҸҜд»Ҙе®һзҺ°еҗҲж јзҡ„еҺӢжҺҘ гҖӮ иҙЁйҮҸжҺ§еҲ¶жҳҜй«ҳиҙЁйҮҸеҺӢжҺҘж“ҚдҪңзҡ„йҮҚиҰҒз»„жҲҗйғЁеҲҶ гҖӮ е·Ҙе…·и®ҫзҪ®жҲ–жЈҖжҹҘе·ҘдҪңдёҚдјҡиҠұеҺ»дҪ иҝҮеӨҡзҡ„ж—¶й—ҙ пјҢ дҪҶдјҡйҒҝе…Қз”ұдәҺиҝ”е·ҘжҲ–йҮҚж–°еҲ¶йҖ иҖҢйҖ жҲҗзҡ„ж•°еҚғзҫҺе…ғзҡ„жҚҹеӨұ гҖӮ
еҒҸе·®жҳҜд»ҺдёҖдёӘеҺӢжҺҘеҲ°еҸҰдёҖдёӘеҺӢжҺҘеҸ‘з”ҹзҡ„иҪ»еҫ®еҸҳеҢ– гҖӮ жңүжҷ®йҖҡеҒҸе·®жҲ–зү№ж®ҠеҒҸе·®иҝҷдёӨз§ҚеҒҸе·® гҖӮ еҒҸе·®йҖҡеёёеҪұе“ҚеҲ°еҺӢжҺҘж•Ҳжһңзҡ„дёҖиҮҙжҖ§ пјҢ еҒҸе·®жҳҜз”ұдәҺи®ёеӨҡз»Ҷе°ҸеҺҹеӣ йҖ жҲҗзҡ„ гҖӮ жҷ®йҖҡеҒҸе·® пјҢ жҳҜз”ұдәҺжҲҗеҚ·з”өзәҝжҲ–з«ҜеӯҗеҶ…еӣәжңүе®№е·®йҖ жҲҗзҡ„ гҖӮ д№ҹжҳҜз”ұдәҺеүҘзҡ®е’ҢеҺӢжҺҘи®ҫеӨҮзҡ„иҮӘ然иҜҜе·® гҖӮ
иҰҒеҮҸе°‘жҷ®йҖҡеҒҸе·® пјҢ йҖҡеёёиҰҒжӣҙжҚўз”өзәҝгҖҒз«Ҝеӯҗе’ҢжЁЎе…·еҲ¶йҖ е•Ҷ гҖӮ
жҹҗдәӣзү№ж®Ҡжғ…еҶөдјҡйҖ жҲҗзү№ж®ҠеҒҸе·® пјҢ иҝҷдәӣжғ…еҶөжҳҜдёҚ规еҲҷзҡ„е’ҢдёҚеҸҜйў„зҹҘзҡ„ гҖӮ иӢҘеңЁеүҚеҮ зҷҫдёӘз«ҜеӯҗеҺӢжҺҘеҗҺеҸ‘з”ҹжЁЎе…·жқҫи„ұжҲ–жЁЎе…·жҚҹеқҸиҖҢеҜјиҮҙиҝҮзЁӢе өеЎһ пјҢ иҖҢжҲ‘们жңӘи·ҹиёӘжЈҖжҹҘж•ҙдёӘеҺӢжҺҘиҝҮзЁӢ пјҢ еҲҷеҸҜиғҪеҺӢжҺҘе®ҢжҲҗеҚғдёҠдёҮдёӘз«ҜеӯҗеҗҺжүҚиғҪеҸ‘зҺ°иҜҘй—®йўҳ гҖӮ
иҝҮзЁӢиғҪеҠӣ
еңЁдҪҝз”Ёж–°еҺӢжҺҘе·Ҙе…·иҝӣиЎҢз”ҹдә§д№ӢеүҚ пјҢ иҜ·дҪҝз”ЁеҚіе°ҶеңЁз”ҹдә§дёӯдҪҝз”Ёзҡ„зү№е®ҡз”өзәҝжқҘз ”з©¶ гҖӮ иғҪеҠӣз ”з©¶еҹәдәҺжӯЈжҖҒеҲҶеёғзҡ„еҒҮи®ҫпјҲй’ҹеһӢжӣІзәҝпјү пјҢ иҜҘз ”з©¶дј°и®ЎеҮәзҺ°дёҚеҗҲж јжөӢйҮҸеҖјзҡ„еҸҜиғҪжҖ§ гҖӮ
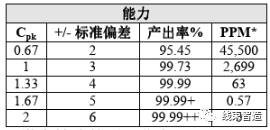
*PPMпјҡжҪңеңЁзјәйҷ·зҡ„зҷҫдёҮеҲҶзҺҮ гҖӮ
еңЁеҺӢжҺҘиҝҮзЁӢдёӯиҰҒжҸҗеҸ–иҮіе°‘25д»¶ж ·е“Ғ гҖӮ и®Ўз®—ж ·е“Ғзҡ„е№іеқҮеҖје’Ңж ҮеҮҶеҒҸе·® гҖӮ дёӢйқўзҡ„е…¬еҸёе®ҡд№үдәҶCpпјҲиғҪеҠӣжҢҮж•°пјү гҖӮ Cpж•°еҖјиҢғеӣҙеҸҜд»Ҙд»Һйӣ¶еҲ°ж— з©·еӨ§ пјҢ ж•°еҖји¶ҠеӨ§иҜҙжҳҺиҝҮзЁӢзҡ„иғҪеҠӣи¶Ҡејә гҖӮ еӨ§дәҺ1.33зҡ„ж•°еҖјиў«и®ӨдёәжҳҜеӨ§еӨҡж•°еә”з”ЁеңәеҗҲеҸҜд»ҘжҺҘеҸ—зҡ„ж•°еҖј гҖӮ
Cpзҡ„и®Ўз®—е…¬ејҸпјҡе…Ғи®ёиҜҜе·®/6Xж ҮеҮҶеҒҸе·®
CpkпјҲеҲ¶зЁӢиғҪеҠӣжҢҮж•°пјүиЎЁжҳҺиў«жөӢеҲ¶зЁӢиғҪеҗҰеҲ¶йҖ еҮәе°ҸдәҺе…Ғи®ёиҜҜе·®зҡ„дә§е“Ғ гҖӮ иӢҘеҲ¶зЁӢи®ҫе®ҡдёә规иҢғзҡ„е№іеқҮеҖј пјҢ еҲҷCpkеҖјзӯүдәҺCp гҖӮ иӢҘCpkдёәиҙҹеҖј пјҢ еҲҷеҲ¶зЁӢеқҮеҖји¶…еҮә规иҢғйҷҗеәҰ гҖӮ иӢҘCpkеӨ„дәҺ0е’Ң1д№Ӣй—ҙ пјҢ еҲҷжҹҗдәӣе…ӯиҘҝж јзҺӣеҲҶеёғиҢғеӣҙи¶…еҮәдәҶе…Ғи®ёиҢғеӣҙ гҖӮ иӢҘCpkеҖјеӨ§дәҺ1 пјҢ еҲҷе…ӯиҘҝж јзҺӣеҲҶеёғиҢғеӣҙе®Ңе…ЁеӨ„дәҺе…Ғи®ёиҢғеӣҙд№ӢеҶ… гҖӮ дёӢеҲ—е…¬ејҸи®Ўз®—еҮәзҡ„з»“жһң пјҢ е“ӘдёӘиҫғе°Ҹ пјҢ е“ӘдёӘе°ұжҳҜCpkж•°еҖјпјҡ
е…ӯиҘҝж јзҺӣжҳҜи®ёеӨҡе…¬еҸёзҡ„зӣ®ж Ү пјҢ еӣ дёәе®ғеҮ д№Һд»ЈиЎЁдәҶйӣ¶зјәйҷ· гҖӮ дёҖдёӘе…¬еҸёжҳҜеҗҰжңүиғҪеҠӣиҫҫеҲ°е…ӯиҘҝж јзҺӣж°ҙе№і пјҢ еҸ–еҶідәҺе…¶еҲ¶зЁӢзҡ„жҷ®йҖҡеҒҸе·®йҮҸпјӣжүӢеҠЁеҺӢжҺҘе·Ҙе…·жҜ”дҪҝз”ЁеҺӢжҺҘжңәе’ҢжЁЎе…·й…ҚеҗҲиҝӣиЎҢеҺӢжҺҘдә§з”ҹжӣҙеӨ§зҡ„еҒҸе·® пјҢ еҸ°йқўз«ҜжҜ”з”өзәҝеҠ е·Ҙжңәжў°йҖ жҲҗжӣҙеӨ§еҒҸе·® гҖӮ
еҺӢжҺҘеҒҸе·®зҡ„дёҖйғЁеҲҶжҳҜжөӢйҮҸеҒҸе·® пјҢ жҳҜз”ұдәҺдёҚеҗҢжөӢйҮҸи®ҫеӨҮд»ҘеҸҠеҗҢдёҖжөӢйҮҸдәәе‘ҳжҜҸж¬ЎжөӢйҮҸж–№ејҸзҡ„дёҚеҗҢйҖ жҲҗзҡ„ гҖӮ еҺӢжҺҘжөӢеҫ®д»ӘжҜ”д»ЈиЎЁеҚЎе°әжӣҙеҮҶзЎ® гҖӮ жөӢйҮҸд»Әеҝ…йЎ»е…·жңүи¶іеӨҹзҡ„зІҫеәҰ гҖӮ
дёӨеҗҚж“ҚдҪңдәәе‘ҳжҲ–и®ёйҮҮеҸ–дёҚеҗҢж–№жі•жөӢйҮҸзӣёеҗҢзҡ„йғЁд»¶ гҖӮ еҗҢдёҖеҗҚж“ҚдҪңдәәе‘ҳеңЁдҪҝз”ЁдёӨз§ҚдёҚеҗҢйҮҸ规жөӢйҮҸеҗҢдёҖдёӘйғЁд»¶ж—¶д№ҹеҸҜиғҪйҮҮз”ЁдёҚеҗҢж–№жі• гҖӮ Molexе…¬еҸёе»әи®®иҝӣиЎҢйҮҸ规иғҪеҠӣз ”з©¶ пјҢ д»ҘжүҫеҮәеҒҸе·®зҡ„е“ӘйғЁеҲҶжҳҜз”ұдәҺжөӢйҮҸиҜҜе·®йҖ жҲҗзҡ„ гҖӮ еҫ®еһӢз«ҜеӯҗеҺӢжҺҘеҲ°з»Ҷз”өзәҝдёҠ пјҢ е…¶еҺӢжҺҘй«ҳеәҰеҒҸе·®иҢғеӣҙиҰҒзӘ„ пјҢ иҝҷж ·жүҚиғҪдҝқжҢҒжҠ—жӢүејәеәҰ гҖӮ жөӢйҮҸиҜҜе·®дјҡеўһеҠ жөӢе®ҡзҡ„еҒҸе·®еҖј пјҢ д»ҺиҖҢйҷҚдҪҺCpkж•°еҖј гҖӮ
иӢҘд»Һз”ҹдә§еҺӢжҺҘдёӯиҺ·еҫ—зҡ„ж•°жҚ®жҳҺжҳҫдёҚеҗҢдәҺд»ҺпјҲе·Ҙе…·пјүиғҪеҠӣз ”з©¶дёӯеҫ—еҮәзҡ„ж•°жҚ® пјҢ еҲҷйңҖиҰҒйҮҚж–°зЎ®и®ӨеҺӢжҺҘе·Ҙе…·зҡ„иғҪеҠӣ гҖӮ
з”ҹдә§
еңЁе·Ҙе…·еҮҶеӨҮе°ұз»Ә пјҢ ејҖе§Ӣз”ҹдә§д№ӢеүҚ пјҢ йңҖиҰҒзЎ®е®ҡе…¶иғҪеҠӣж°ҙе№і гҖӮ и®ёеӨҡзәҝжқҹз”ҹдә§е•ҶдёҖж¬Ўд»…еҺӢжҺҘж•°зҷҫжқЎжҲ–ж•°еҚғжқЎз”өзәҝ гҖӮ еңЁиҝҷз§Қжғ…еҶөдёӢ пјҢ дёәжҜҸж¬Ўе·Ҙе…·и®ҫзҪ®иҝӣиЎҢ25件иғҪеҠӣжөӢйҮҸдёҚзҺ°е®һд№ҹдёҚеҲ’з®— гҖӮ
иӮүзңјжЈҖжөӢ
ж“ҚдҪңдәәе‘ҳиҰҒжҢүз…§ж ҮеҮҶж“ҚдҪңжӯҘйӘӨ пјҢ жүӢе·ҘеҲҶејҖжҜҸжқҹзәҝжқҹ пјҢ иӮүзңјжЈҖжҹҘе–ҮеҸӯеҸЈгҖҒеҜјдҪ“еҲ·гҖҒз»қзјҳеӨ–зҡ®жң«з«ҜдҪҚзҪ® пјҢ еҲҮе°ҫе’Ңз»қзјҳеӨ–зҡ®еҺӢжҺҘ пјҢ д№ҹеҸҜд»ҘдҪҝз”ЁжҷәиғҪеҺӢеҠӣз®ЎзҗҶзі»з»ҹиҝӣиЎҢжЈҖжөӢ гҖӮ
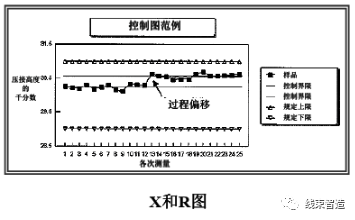
жҺ§еҲ¶еӣҫж Ү
еҺӢжҺҘй«ҳеәҰдёҖиҲ¬иў«з»ҳеҲ¶жҲҗжҺ§еҲ¶еӣҫиЎЁ пјҢ еӣ дёәеҺӢжҺҘй«ҳеәҰжөӢйҮҸжҳҜдёҖз§Қеҝ«йҖҹзҡ„ж— жҚҹжөӢйҮҸ пјҢ 并еҜ№з«Ҝеӯҗзҡ„з”өж°”е’Ңжңәжў°еҸҜйқ жҖ§иҮіе…ійҮҚиҰҒ гҖӮ з»ҳеҲ¶жҺ§еҲ¶еӣҫжңүдёүдёӘдё»иҰҒзӣ®зҡ„ гҖӮ йҰ–е…Ҳ пјҢ дёәи®ҫзҪ®иҖҢйҮҮйӣҶзҡ„ж ·жң¬ пјҢ е…¶ж•°йҮҸйҖҡеёёеҫҲе°‘ пјҢ еӣ жӯӨе…¶з»ҹи®Ўд»·еҖјжҳҜжңүйҷҗзҡ„ гҖӮ е…¶ж¬Ў пјҢ иҝҮзЁӢдёӯиғҪйҖ жҲҗеҗҺжһңзҡ„зү№ж®Ҡжғ…еҶөзҡ„еҸ‘з”ҹжҳҜдёҚ规еҲҷе’ҢдёҚеҸҜйў„жөӢзҡ„ пјҢ еҝ…йЎ»жңүдёҖз§ҚжүӢж®өеҸҠж—¶и®°еҪ•еҸ‘з”ҹзҡ„еҒҸе·® гҖӮ иҝҷж ·еҸҜд»ҘйҳІжӯўеңЁж“ҚдҪңз»“жқҹеҗҺжҠҘеәҹжҲҗеҚғдёҠдёҮдёӘз«ҜжҺҘжҺҘеӨҙ пјҢ 第дёү пјҢ д№ҹжҳҜжңҖйҮҚиҰҒзҡ„дёҖзӮ№ пјҢ ж•°жҚ®еҜ№иҜ„дј°е’Ңж”№е–„еҺӢжҺҘиҝҮзЁӢжҳҜеҝ…иҰҒзҡ„ гҖӮ
и®ҫзҪ®еҘҪе·Ҙ具并确е®ҡзәҝеҫ„еҗҺ пјҢ иҜ·дҪҝз”ЁеҚ•еј еӣҫиЎЁжқҘи®°еҪ•з”өзәҝйўңиүІеҸҳжӣҙгҖҒз”өзәҝй•ҝеәҰеҸҳжӣҙгҖҒз«Ҝеӯҗжқҗж–ҷеҸҳжӣҙжҲ–и®ҫзҪ®и°ғж•ҙ гҖӮ еңЁеӣҫиЎЁдёҠи®°еҪ•ж•°жҚ®зӮ№ пјҢ 然еҗҺеңЁи°ғж•ҙеҺӢжҺҘй«ҳеәҰ пјҢ иӢҘжҜҸж¬Ўи°ғж•ҙеҗҺеқҮи®°еҪ•ж•°жҚ® пјҢ еҲҷеҺӢжҺҘиҝҮзЁӢеӨҡеҚҠеҸҜд»ҘжҺ§еҲ¶иҙЁйҮҸ гҖӮ з»“жһңжҲ–и®ёиЎЁжҳҺиҜҘиҝҮзЁӢж— йңҖж”№е–„ пјҢ ж“ҚдҪңдәәе‘ҳйңҖиҰҒдҪңеҮәе°ҪеҸҜиғҪеӨҡзҡ„еӣҫиЎЁиҜҙжҳҺ гҖӮ иҰҒз®ЎзҗҶеҲ¶йҖ иҝҮзЁӢ пјҢ е”ҜдёҖзңҹжӯЈжңүж•Ҳе’Ңз»ҸжөҺеҗҲзҗҶзҡ„ж–№жі•е°ұжҳҜдәҶи§ЈгҖҒзӣ‘жөӢе’ҢеҮҸе°‘еҲ¶зЁӢжң¬иә«еӣәжңүзҡ„гҖҒйҖ жҲҗеҒҸе·®зҡ„ж №жәҗ гҖӮ иҖҢеңЁи®ҫзҪ®жҲ–и°ғж•ҙдёҠиҠұиҙ№зҡ„жҜҸеҲҶй’ҹйғҪжҳҜеҫ’еҠізҡ„ гҖӮ
иҝҷеј еӣҫиЎЁиҜҙжҳҺдәҶд»Җд№Ҳе‘ўпјҹ
жҜҸж¬ЎжөӢйҮҸеҸ–5д»¶ж ·е“Ғзҡ„жҺ§еҲ¶з•Ңйҷҗ=5д»¶ж ·е“ҒиҜ»ж•°зҡ„е№іеқҮеҖј+0.577Xеҗ„ж¬ЎжөӢйҮҸжһҒе·®зҡ„е№іеқҮеҖј
е®ғиЎЁжҳҺеҲ¶зЁӢеңЁз¬¬12е’Ң13ж¬ЎжөӢйҮҸж—¶еҮәзҺ°еҒҸ移 гҖӮ иҝҷз§ҚеҒҸ移зҡ„еҺҹеӣ еҸҜиғҪжҳҜз”өзәҝжӣҙжҚўгҖҒз«Ҝеӯҗжү№ж¬ЎжӣҙжҚўгҖҒеҺӢжҺҘжңәе өеЎһжҚҹеқҸдәҶжЁЎе…· пјҢ ж“ҚдҪңдәәе‘ҳжҚўдәә пјҢ жҲ–еҜ№з»қзјҳеӨ–зҡ®еҺӢжҺҘзҡ„и°ғж•ҙ гҖӮ з”ұдәҺжөӢйҮҸеҖјжҢү照规иҢғд»Қ然еҗҲж ј пјҢ дҪ дјҡжҠҠеҺӢжҺҘз”ҹдә§еҒңдёӢжқҘ пјҢ и°ғж•ҙеҺӢжҺҘй«ҳеәҰеҗ—пјҹ
еҲ¶зЁӢдёӯз”ұдәҺжӣҙжҚўжқҗж–ҷйҖ жҲҗзҡ„еҒҸ移 пјҢ еҸҜиғҪйңҖиҰҒи°ғж•ҙеҺӢжҺҘй«ҳеәҰ гҖӮ е өеЎһеҗҺеҮәзҺ°зҡ„еҒҸ差并дёҚиЎЁзӨәиҰҒеҒҡеҮәи°ғж•ҙ пјҢ дҪҶйңҖиҰҒеҜҶеҲҮе…іжіЁжЁЎе…· гҖӮ еҲ¶зЁӢдёӯж“ҚдҪңдәәе‘ҳжҚўзҸӯ并дёҚиЎЁзӨәиҰҒеҒҡи°ғж•ҙ пјҢ иҖҢжҳҜиЎЁзӨәиҰҒиҜ„дј°жөӢйҮҸиғҪеҠӣ гҖӮ жҺ§еҲ¶еӣҫиЎЁзҡ„зӣ®зҡ„жҳҜжҹҘжҳҺйҖ жҲҗеҒҸ移зҡ„еҺҹеӣ пјҢ д»ҘзЎ®е®ҡжҳҜеҗҰиҰҒеҜ№еҲ¶зЁӢиҝӣиЎҢи°ғж•ҙ гҖӮ
жҺЁиҚҗйҳ…иҜ»


















- жҫҺж№ғж–°й—»|д»қеҚ“дәӢ件被еҶҷе…Ҙе…¬иҒҢдәәе‘ҳеӯҰд№ иҜ»жң¬ д»қеҚ“дәӢ件жҖҺд№ҲеӣһдәӢ
- MLFи¶…йўқз»ӯеҒҡжңӘйҷҚжҒҜпјҢдёӢдёҖжӯҘиҙ§еёҒж”ҝзӯ–жҖҺд№ҲзңӢпјҹ
- 科еӯҰжҺўзҙў|дёәд»Җд№Ҳ科еӯҰдјҡеңЁйңҖиҰҒж—¶и®©жҲ‘们еӨұжңӣпјҹ
- еү‘дёҺиҝңеҫҒз§ҳе®қеіЎж№ҫ第дәҢе…іжҖҺд№ҲиҝҮпјҹеү‘дёҺиҝңеҫҒз§ҳе®қеіЎж№ҫ第дәҢе…ійҳөе®№жҺЁиҚҗж”»з•Ҙеҝғеҫ—
- дёҚиө·зңјзҡ„жң—е§җ|е’ҢиҖҒдәәеҮәеҺ»ж—…жёёпјҢдёәд»Җд№Ҳдјҡи§үеҫ—еҝғзҙҜпјҹзҪ‘еҸӢпјҡеҸӘиҰҒиҖҒеҰҲиә«дҪ“е…Ғи®ёд»ҘеҗҺиҝҳиҰҒеёҰеҘ№еҺ»пјҢе“Ҳе“Ҳе“Ҳе“Ҳ
- ж–°дёӘдҪ“з»ҸжөҺдёәе•Ҙиҝҷд№ҲпјӮзҒ«пјӮ еҲҶдә«д№ҹжҳҜдёҖйЎ№пјӮдёҘиӮғеҲӣдёҡпјӮ
- е‘јдјҰиҙқе°”иҚүеҺҹж—…жёёж”»з•Ҙ|еҺ»е‘јдјҰиҙқе°”зҺ©иҜҘжіЁж„Ҹд»Җд№Ҳпјҹжңүд»Җд№Ҳж¶Ҳиҙ№йҷ·йҳұпјҹ
- EVEиҗҢж–°300й—®д№Ӣ1пјҡжҚўзҷҪиӣӢиҰҒжҖҺд№Ҳж“ҚдҪңпјҹ
- иүҫжі°жҙ—иҪҰжңә|иҝҳеңЁжҺ’йҳҹй«ҳд»·жҙ—иҪҰпјҹиүҫжі°жҷәиғҪжҙ—иҪҰжңәпјҢе°ҸзұійғҪдёҚж•ўиҝҷд№ҲзҺ©
- жў…жӢүе°јеЁ…В·зү№жң—жҷ®|жғіжӢүдёӘе°ҸжүӢжҖҺд№Ҳиҝҷд№ҲйҡҫпјҹзҫҺеӣҪжҖ»з»ҹзү№жң—жҷ®еҸҲ被第дёҖеӨ«дәәжӢ’з»қдәҶ