|MotoSimEG-VRCиҪҜ件пјҡеҹәдәҺдјәжңҚз„ҠжһӘзҡ„жңәеҷЁдәәзӮ№з„ҠиҷҡжӢҹд»ҝзңҹ
ж–Үз« еӣҫзүҮ

ж–Үз« еӣҫзүҮ
ж–Үз« еӣҫзүҮ
ж–Үз« еӣҫзүҮ
ж–Үз« еӣҫзүҮ
ж–Үз« еӣҫзүҮ
ж–Үз« еӣҫзүҮ
ж–Үз« еӣҫзүҮ
ж–Үз« еӣҫзүҮ
ж–Үз« еӣҫзүҮ

ж–Үз« еӣҫзүҮ
ж–Үз« еӣҫзүҮ
жҰӮиҝ°е·ҘдёҡжңәеҷЁдәәеңЁжұҪиҪҰеҲ¶йҖ иЎҢдёҡдёӯзҡ„еә”з”ЁжҳҜжңҖдёәе№ҝжіӣзҡ„ пјҢ е…¶дёӯзӮ№з„Ҡз„ҠжҺҘеҸҲжҳҜеңЁжұҪиҪҰеҲ¶йҖ иҝҮзЁӢдёӯеҝ…дёҚеҸҜе°‘зҡ„ пјҢ йҡҸзқҖе·ҘдёҡжңәеҷЁдәәжҠҖжңҜзҡ„дёҚж–ӯе®Ңе–„ пјҢ зӮ№з„Ҡз„ҠжҺҘе·Із»Ҹе®Ңе…ЁеҸҜд»Ҙиў«е·ҘдёҡжңәеҷЁдәәеҸ–д»Ј гҖӮ
иҷҡжӢҹд»ҝзңҹжҠҖжңҜдёҺе·ҘдёҡжңәеҷЁдәәжҠҖжңҜзӣёдјҙиҖҢз”ҹ пјҢ е·Із»ҸжҲҗдёәжңәеҷЁдәәз”ҹдә§зәҝж–№жЎҲи®ҫи®ЎдёҺзҰ»зәҝзј–зЁӢеҝ…дёҚеҸҜе°‘зҡ„йҮҚиҰҒзҺҜиҠӮ гҖӮ MotoSim EG-VRCжҳҜе®үе·қжңәеҷЁдәәиҷҡжӢҹд»ҝзңҹдёҺзҰ»зәҝзј–зЁӢзҡ„дё“з”ЁиҪҜ件 пјҢ еҶ…йғЁйӣҶжҲҗдәҶе®үе·қжңәеҷЁдәәжүҖжңүзҡ„е·Ҙиүәеә”з”Ё пјҢ еҰӮеј§з„Ҡз„ҠжҺҘеә”з”ЁгҖҒзӮ№з„Ҡз„ҠжҺҘеә”з”ЁгҖҒжҗ¬иҝҗеә”з”ЁгҖҒе–·ж¶Ӯеә”з”Ёзӯү гҖӮ
жң¬жңҹе°ұжқҘдёәеӨ§е®¶д»Ӣз»ҚдёҖдёӢMotoSim EG-VRCиҪҜ件е·ҘдёҡжңәеҷЁдәәеҹәдәҺдјәжңҚз„ҠжһӘзӮ№з„Ҡз„ҠжҺҘеә”з”Ёзҡ„иҷҡжӢҹд»ҝзңҹж–№жі• гҖӮ
йЎ№зӣ®еҲӣе»әдёҺжңәеҷЁдәәзі»з»ҹж·»еҠ MotoSim EG-VRCиҪҜ件дёӯеҲӣе»әдёҖдёӘж–°зҡ„иҷҡжӢҹд»ҝзңҹйЎ№зӣ® пјҢ 并еңЁйЎ№зӣ®зҡ„иҷҡжӢҹд»ҝзңҹеңәжҷҜдёӯж·»еҠ е®үе·қжңәеҷЁдәәиҷҡжӢҹжҺ§еҲ¶зі»з»ҹ гҖӮ
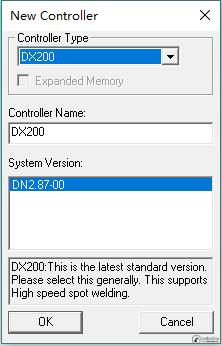
еңЁвҖңControllerвҖқиҸңеҚ•ж ҸдёӢдҪҝз”ЁвҖңNewвҖқе‘Ҫд»ӨеҲӣе»әжңәеҷЁдәәжҺ§еҲ¶еҷЁ пјҢ еҲӣе»әжЁЎејҸйҖүжӢ©дёәвҖңNew VRC Controller(no file)вҖқ гҖӮ еңЁеј№еҮәзҡ„New ControllerеҜ№иҜқжЎҶдёӯи®ҫзҪ®жңәеҷЁдәәжҺ§еҲ¶зі»з»ҹеҸӮж•° пјҢ иҜҰз»Ҷи®ҫзҪ®еҸӮж•°еҰӮдёӢ гҖӮ
Controller TypeпјҡDX200
Controller NameпјҡDX200
System VersionпјҡDN2.87-00
и®ҫзҪ®жңәеҷЁдәәзі»з»ҹиҜӯиЁҖпјҲLanguageпјүгҖҒеһӢеҸ·пјҲControl GroupпјүгҖҒе·Ҙиүәеә”з”ЁпјҲApplicationпјү пјҢ иҜҰз»Ҷи®ҫзҪ®еҸӮж•°еҰӮдёӢжүҖзӨә гҖӮ и®ҫзҪ®е®ҢжҲҗеҗҺзӮ№еҮ»вҖңStandard Setting ExecuteвҖқжҢүй’® пјҢ д»Ҙж ҮеҮҶи®ҫзҪ®еҲӣе»әиҷҡжӢҹжңәеҷЁдәәзі»з»ҹ гҖӮ
Control GroupпјҡR1пјҡMS210/MH225-A0*(MS210)
ApplicationпјҡMOTOR GUN
жңәеҷЁдәәзі»з»ҹеҲӣе»әе®ҢжҲҗеҗҺ пјҢ иҷҡжӢҹд»ҝзңҹзҺҜеўғдёӯиҮӘеҠЁж·»еҠ дәҶйҖүе®ҡеһӢеҸ·зҡ„жңәеҷЁдәәжЁЎеһӢ гҖӮ дҪҝз”ЁMotoSim EG-VRCиҪҜ件иҮӘеёҰзҡ„жЁЎеһӢеҲӣе»әе·Ҙе…·еҲӣе»әеҮәеңҶжҹұдҪ“ пјҢ дҪңдёәз®Җжҳ“е·ҘиЈ… гҖӮ еҶҚеҲӣе»әдёҖдёӘи–„жқҝ пјҢ дҪңдёәз®Җжҳ“е·Ҙ件 гҖӮ 并еҜ№е…¶иҝӣиЎҢеҗҲзҗҶеёғеұҖ пјҢ еёғеұҖж•ҲжһңеҰӮдёӢеӣҫжүҖзӨә гҖӮ
жңәеҷЁдәәеӨ–йғЁиҪҙеҲқе§ӢеҢ–й…ҚзҪ®з”ұдәҺжңәеҷЁдәәзҡ„дјәжңҚз„ҠжһӘеұһдәҺеӨ–йғЁиҪҙ пјҢ еӣ жӯӨйңҖиҰҒеҜ№дјәжңҚз„ҠжһӘиҝӣиЎҢеҲқе§ӢеҢ–й…ҚзҪ® пјҢ иҝҷж ·жүҚиғҪдёҺжңәеҷЁдәәжҺ§еҲ¶еҷЁиҝӣиЎҢйҖҡдҝЎиҝһжҺҘ пјҢ е®һзҺ°жңәеҷЁдәәеҜ№дјәжңҚз„ҠжһӘзҡ„иҝҗиЎҢжҺ§еҲ¶ гҖӮ
иҪҜ件зҡ„вҖңControllerвҖқиҸңеҚ•ж ҸдёӯзӮ№еҮ»вҖңMaintenance ModeвҖқе‘Ҫд»ӨжҢүй’® пјҢ жңәеҷЁдәәжҺ§еҲ¶еҷЁиҝӣе…Ҙз»ҙжҠӨжЁЎејҸ пјҢ еҗҢж—¶еј№еҮәиҷҡжӢҹзӨәж•ҷеҷЁ гҖӮ
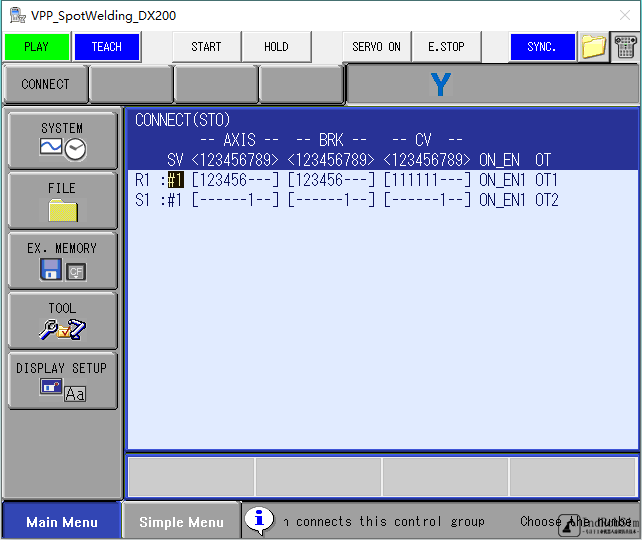
дҪҝз”ЁиҷҡжӢҹзӨәж•ҷеҷЁзҡ„ж“ҚдҪңйқўжқҝдҫқж¬ЎйҖүжӢ©вҖңSYSTEMвҖқвҶ’вҖңSETUPвҖқвҶ’вҖңCONTROL GROUPвҖқ пјҢ иҝӣе…ҘCONTROL GROUP з•Ңйқў пјҢ 然еҗҺеңЁвҖңS1вҖқеҗҺйҖүжӢ©вҖңDETAILвҖқ пјҢ жңҖеҗҺеңЁеј№еҮәзҡ„MACHINE LISTз•ҢйқўдёӯйҖүжӢ©вҖңGUN-1вҖқ пјҢ д№ҹе°ұжҳҜе°ҶжңәеҷЁдәәзҡ„еӨ–йғЁжҺ§еҲ¶з»„и®ҫе®ҡдёәеәҸеҸ·дёә1зҡ„з„ҠжһӘ гҖӮ
еңЁCONTROL GROUPз•Ңйқўдёӯ пјҢ Rд»ЈиЎЁжңәеҷЁдәәжң¬дҪ“жҺ§еҲ¶з»„ пјҢ Bд»ЈиЎЁеӨ–йғЁзӣҙзәҝиҝҗеҠЁжңәжһ„жҺ§еҲ¶з»„пјҲеҰӮжңәеҷЁдәәиЎҢиө°иҪҙпјү пјҢ Sд»ЈиЎЁеӨ–йғЁж—ӢиҪ¬иҝҗеҠЁжңәжһ„жҺ§еҲ¶з»„пјҲеҰӮдјәжңҚз„ҠжһӘпјү гҖӮ
CONNECT(STO)з•Ңйқўж— йңҖд»»дҪ•и®ҫзҪ® пјҢ дҝқжҢҒй»ҳи®ӨеҚіеҸҜ гҖӮ
AXES CONFIGз•Ңйқўз”ЁдәҺе®ҡд№үжңәеҷЁдәәеӨ–йғЁиҪҙзҡ„жңәжў°дј еҠЁеҪўејҸ пјҢ еҰӮзҡ®еёҰгҖҒйҪҝиҪ®гҖҒйҪҝжқЎгҖҒж»ҡзҸ дёқжқ зӯү гҖӮ еҜ№дәҺдјәжңҚз„ҠжһӘ пјҢ еҸӘжңүж»ҡзҸ дёқжқ дёҖз§Қжңәжў°дј еҠЁеҪўејҸеҸҜйҖү пјҢ еҚівҖңBALL-SCREWвҖқ гҖӮ
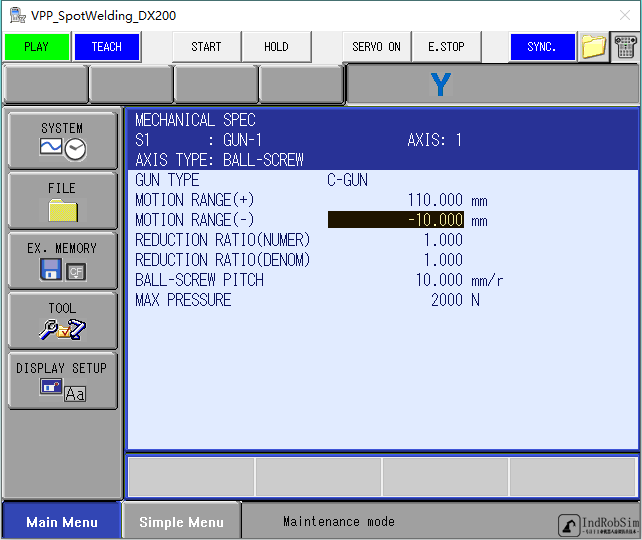
MECHANICAL SPECз•Ңйқўз”ЁдәҺй…ҚзҪ®жңәеҷЁдәәеӨ–йғЁиҪҙзҡ„жңәжў°еҸӮж•° пјҢ иҜҰз»Ҷй…ҚзҪ®еҰӮдёӢжүҖзӨә гҖӮ
MOTION RANGE(+)пјҡеӨ–йғЁиҪҙжӯЈж–№еҗ‘иҝҗеҠЁиҪҜжһҒйҷҗеҖј пјҢ еҰӮ110mm гҖӮ
MOTION RANGE(-)пјҡеӨ–йғЁиҪҙиҙҹж–№еҗ‘иҝҗеҠЁиҪҜжһҒйҷҗеҖј пјҢ еҰӮ-10mm гҖӮ
REDUCTION RATIO(NUMER)пјҡеӨ–йғЁиҪҙеҮҸйҖҹжңәеҮҸйҖҹжҜ”зҡ„еҲҶеӯҗ пјҢ еҜ№дәҺдјәжңҚз„ҠжһӘжқҘиҜҙдёҖиҲ¬жІЎжңүеҮҸйҖҹжҜ” пјҢ еӣ жӯӨи®ҫзҪ®дёә1 гҖӮ
REDUCTION RATIO(DENOM)пјҡеӨ–йғЁиҪҙеҮҸйҖҹжңәеҮҸйҖҹжҜ”зҡ„еҲҶжҜҚ пјҢ еҰӮ1 гҖӮ
BALL-SCREW PITCHпјҡж»ҡзҸ дёқжқ ж—ӢиҪ¬дёҖеңҲз„ҠжһӘеҠЁз”өжһҒиҮӮзӣҙзәҝиҝҗеҠЁи·қзҰ»еҖј пјҢ еҰӮ10mm/r гҖӮ
MAX PRESSUREпјҡжңҖеӨ§еҺӢеҠӣ пјҢ дҝқжҢҒй»ҳи®ӨеҚіеҸҜ гҖӮ
MOTOR SPECз•ҢйқўжҳҜеӨ–йғЁиҪҙз”өжңәеҸӮж•°й…ҚзҪ® пјҢ еҸҜд»Ҙж №жҚ®е®һйҷ…дҪҝз”Ёзҡ„з”өжңәеә”з”Ёжғ…еҶөиҝӣиЎҢй…ҚзҪ® пјҢ жң¬дҫӢдёӯдҝқжҢҒй»ҳи®ӨеҖј гҖӮ
е…ЁйғЁй…ҚзҪ®е®ҢжҲҗзЎ®и®ӨеҗҺ пјҢ еңЁеј№еҮәзҡ„жүҖжңүдҝЎжҒҜжҸҗзӨәеҜ№иҜқжЎҶдёӯеқҮйҖүжӢ©вҖңYESвҖқ гҖӮ 然еҗҺеңЁVRC Maintenance ModeеҜ№иҜқжЎҶдёӯзӮ№еҮ»вҖңEndвҖқжҢүй’® пјҢ е®ҢжҲҗжңәеҷЁдәәеӨ–йғЁиҪҙеҲқе§ӢеҢ–й…ҚзҪ® пјҢ еҫ…жңәеҷЁдәәжҺ§еҲ¶еҷЁйҮҚж–°еҗҜеҠЁе®ҢжҲҗеҗҺй…ҚзҪ®еҸӮж•°з”ҹж•Ҳ гҖӮ
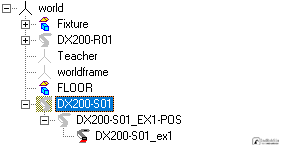
з„ҠжһӘжЁЎеһӢеҜје…ҘдёҺе®үиЈ…иҪҜ件вҖңHomeвҖқиҸңеҚ•ж ҸдёӯзӮ№еҮ»вҖңCad TreeвҖқе‘Ҫд»ӨжҢүй’® пјҢ е·Ұдҫ§зҡ„Cad TreeдёӯеҮәзҺ°иҮӘеҠЁз”ҹжҲҗзҡ„DX200-S01иө„жәҗиҠӮзӮ№ гҖӮ
жіЁпјҡиӢҘжҳҜCad TreeдёӯжІЎжңүиҮӘеҠЁз”ҹжҲҗDX200-S01иө„жәҗиҠӮзӮ№ пјҢ еҸҜд»Ҙе…Ҳдҝқеӯҳд»ҝзңҹйЎ№зӣ® пјҢ 然еҗҺйҮҚж–°жү“ејҖиҪҜ件еҗҺеҶҚж¬ЎеҠ иҪҪеҲӣе»әзҡ„д»ҝзңҹйЎ№зӣ® пјҢ иҝҷж—¶еҖҷCad TreeдёӯдјҡжҳҫзӨәеҮәDX200-S01иө„жәҗиҠӮзӮ№ гҖӮ
еӨҚеҲ¶еҮҶеӨҮеҘҪзҡ„CеһӢз„ҠжһӘжЁЎеһӢеҲ°д»ҝзңҹйЎ№зӣ®ж №зӣ®еҪ•дёӯзҡ„modelsж–Ү件еӨ№дёӢ гҖӮ
дҪҝз”ЁCad Treeдёӯзҡ„вҖңAddвҖқе·Ҙе…·жҢүй’® пјҢ д»Ҙд»ҝзңҹзҺҜеўғзҡ„дё–з•Ңеқҗж Үзі»worldдёәзҲ¶зә§еҸӮиҖғеҜ№иұЎеҜје…ҘCеһӢдјәжңҚз„ҠжһӘзҡ„йқҷз”өжһҒиҮӮжЁЎеһӢ пјҢ 然еҗҺеҶҚд»Ҙйқҷз”өжһҒиҮӮдёәзҲ¶зә§еҸӮиҖғеҜ№иұЎеҜје…ҘдјәжңҚз„ҠжһӘйқҷз”өжһҒиҮӮ пјҢ иҝҷж ·еҜје…ҘеҗҺзҡ„еҠЁз”өжһҒиҮӮдёҺйқҷз”өжһҒиҮӮиғҪеӨҹе®һзҺ°иҮӘеҠЁиЈ…й…Қ гҖӮ
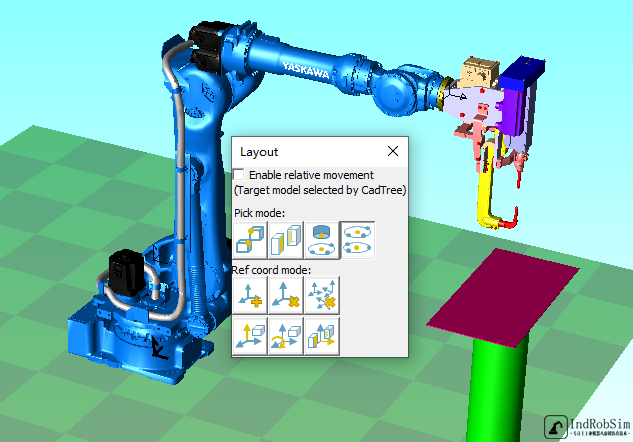
дҪҝз”ЁвҖңLayoutвҖқе·Ҙе…·дёӯзҡ„вҖңMate the center of two circles(each circle passing through 3 points)вҖқжЁЎеһӢиЈ…й…Қзү№еҫҒжӢҫеҸ–жЁЎејҸ пјҢ е°ҶCеһӢдјәжңҚз„ҠжһӘжЁЎеһӢе®үиЈ…еҲ°жңәеҷЁдәәзҡ„жң«з«Ҝжі•е…°дёҠ гҖӮ зү№еҫҒжӢҫеҸ–з»“жқҹеҗҺ пјҢ еңЁеј№еҮәзҡ„вҖңWould you reverse the direction?вҖқдҝЎжҒҜжҸҗзӨәжЎҶдёӯзӮ№еҮ»вҖңеҗҰвҖқжҢүй’® пјҢ еҚіз„ҠжһӘиЈ…й…Қж—¶дёҚиҝӣиЎҢж–№еҗ‘ж—ӢиҪ¬ гҖӮ
е·Ҙе…·ж•°жҚ®и®ҫзҪ®пјҲTCPж Үе®ҡпјүжңәеҷЁдәәе®үиЈ…ж–°е·Ҙе…·д№ӢеҗҺйңҖиҰҒеҜ№TCPиҝӣиЎҢж Үе®ҡ пјҢ д№ҹе°ұжҳҜе·Ҙе…·ж•°жҚ®зҡ„и®ҫзҪ® гҖӮ иҪҜ件вҖңControllerвҖқиҸңеҚ•ж ҸдёӯзӮ№еҮ»вҖңTool DataвҖқе‘Ҫд»ӨжҢүй’® пјҢ еңЁеј№еҮәзҡ„Tool EditorеҜ№иҜқжЎҶдёӯеӢҫйҖүйЎ№вҖңPick EnableвҖқ пјҢ 然еҗҺжӢҫеҸ–дјәжңҚз„ҠжһӘйқҷз”өжһҒеёҪжЁЎеһӢдёӯеҝғзӮ№дёәTCPеҺҹзӮ№пјӣи°ғж•ҙеқҗж Үзі»зҡ„ZиҪҙ пјҢ дҪҝе…¶жҢҮеҗ‘еҠЁз”өжһҒиҮӮпјӣи°ғж•ҙеқҗж Үзі»зҡ„XиҪҙ пјҢ дҪҝе…¶жҢҮеҗ‘жңәеҷЁдәәиҝӣз»ҷж–№еҗ‘ гҖӮ
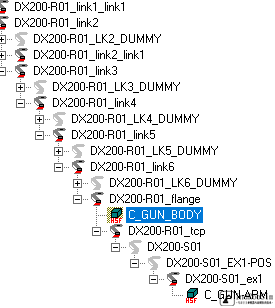
дјәжңҚз„ҠжһӘзҲ¶зә§еҸӮиҖғеҜ№иұЎи®ҫзҪ®йҰ–е…Ҳе°ҶDX200-S01иө„жәҗиҠӮзӮ№зҲ¶зә§еҸӮиҖғеҜ№иұЎи®ҫзҪ®дёәжңәеҷЁдәәlink6дёӢзҡ„DX200-R01_tcp пјҢ 然еҗҺе°ҶдјәжңҚз„ҠжһӘеҠЁз”өжһҒиҮӮжЁЎеһӢзҡ„зҲ¶зә§еҸӮиҖғеҜ№иұЎи®ҫзҪ®дёәDX200-S01иө„жәҗиҠӮзӮ№дёӢзҡ„DX200-S01_ex1 пјҢ жңҖеҗҺе°ҶдјәжңҚз„ҠжһӘйқҷз”өжһҒиҮӮзҡ„зҲ¶зә§еҸӮиҖғеҜ№иұЎи®ҫзҪ®дёәжңәеҷЁдәәlink6дёӢзҡ„DX200-R1_flange гҖӮ
е…ЁйғЁи®ҫзҪ®е®ҢжҲҗеҗҺ пјҢ жңәеҷЁдәәе°ұеҸҜд»ҘеёҰзқҖдјәжңҚз„ҠжһӘдёҖиө·иҝҗеҠЁдәҶ пјҢ 并且жңәеҷЁдәәе·Ҙе…·еқҗж Үд№ҹ移еҠЁеҲ°дәҶж–°ж Үе®ҡзҡ„TCPдёҠ гҖӮ
жңәеҷЁдәәдјәжңҚз„ҠжһӘиҪҙжҺ§еҲ¶з»„ж·»еҠ жү“ејҖиҷҡжӢҹзӨәж•ҷеҷЁ пјҢ дҫқж¬ЎйҖүжӢ©вҖңSETUPвҖқвҶ’вҖңGRP COMBINATIONвҖқ пјҢ еңЁGROUP COMBINATIONз•ҢйқўдёӯйҖүжӢ©вҖңR1вҖқ пјҢ еңЁеј№еҮәзҡ„йҖүйЎ№еҲ—иЎЁдёӯйҖүжӢ©вҖңADD GROUPвҖқ пјҢ дёәжңәеҷЁдәәж·»еҠ ж–°жҺ§еҲ¶з»„ гҖӮ
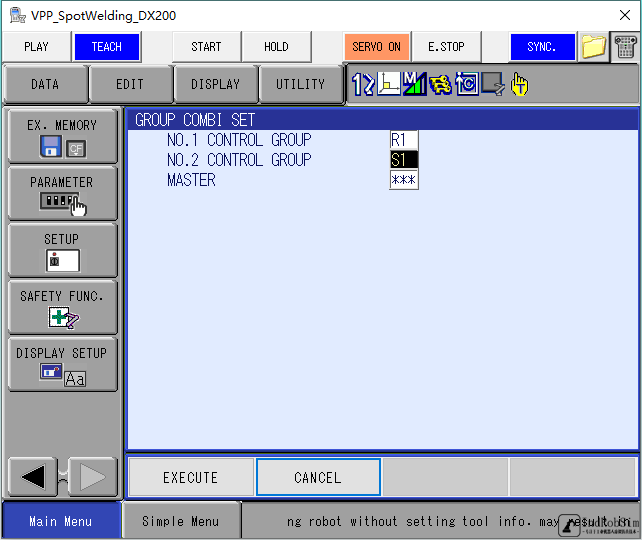
еңЁGROUP COMBI SETз•ҢйқўдёӯеҸҜд»Ҙи®ҫзҪ®жңәеҷЁдәәжҺ§еҲ¶з»„еҜ№еә”зҡ„жҺ§еҲ¶еҜ№иұЎ пјҢ иҜҰз»Ҷй…ҚзҪ®еҸӮж•°еҰӮдёӢжүҖзӨә гҖӮ
NO.1 CONTROL GROUPпјҡй…ҚзҪ®жңәеҷЁдәәжҺ§еҲ¶з»„1зҡ„жҺ§еҲ¶еҜ№иұЎ пјҢ дёҖиҲ¬и®ҫзҪ®дёәжңәеҷЁдәәжң¬дҪ“вҖңR1:ROBOT1вҖқ гҖӮ
NO.2 CONTROL GROUPпјҡй…ҚзҪ®жңәеҷЁдәәжҺ§еҲ¶з»„2зҡ„жҺ§еҲ¶еҜ№иұЎ пјҢ дёҖиҲ¬и®ҫзҪ®дёәеӨ–йғЁиҪҙ пјҢ еҰӮжң¬дҫӢдёӯзҡ„дјәжңҚз„ҠжһӘиҝҗеҠЁиҪҙвҖңS1:STATION1вҖқ гҖӮ
жңәеҷЁдәәжҺ§еҲ¶з»„й…ҚзҪ®е®ҢжҲҗеҗҺ пјҢ GROUP COMBINATIONз•ҢйқўдёӯеҮәзҺ°вҖңR1+S1вҖқжҺ§еҲ¶з»„ гҖӮ
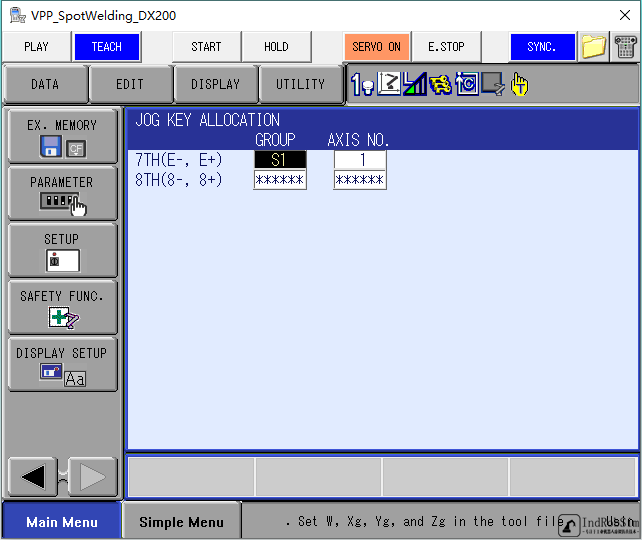
и®ҫзҪ®дјәжңҚз„ҠжһӘдёәжңәеҷЁдәәEиҪҙиҷҡжӢҹзӨәж•ҷеҷЁдёӯ пјҢ дҫқж¬ЎйҖүжӢ©вҖңSETUPвҖқвҶ’вҖңJOG KEY ALLOC.вҖқ пјҢ иҝӣе…ҘJOG KEY ALLOCATIONз•Ңйқў гҖӮ
7TH(E-E+)зҡ„GROUPдёӢйҖүжӢ©вҖңS1:STATION1вҖқ пјҢ е°ҶдјәжңҚз„ҠжһӘиҪҙжҳ е°„дёәжңәеҷЁдәәзҡ„第дёғиҪҙ гҖӮ жӯӨж—¶ пјҢ еңЁжңӘжҝҖжҙ»еӨ–йғЁиҪҙзҡ„жғ…еҶөдёӢ пјҢ йҖҡиҝҮиҷҡжӢҹзӨәж•ҷеҷЁзҡ„ж“ҚдҪңйқўжқҝдёҠзҡ„вҖңE-E+вҖқжҢүй”®е°ұеҸҜд»ҘжҺ§еҲ¶з„ҠжһӘзҡ„е…ій—ӯдёҺжү“ејҖ гҖӮ
дјәжңҚз„ҠжһӘHomeдҪҚзҪ®ж Үе®ҡдјәжңҚз„ҠжһӘHomeдҪҚзҪ®ж Үе®ҡд№ҹе°ұжҳҜз„ҠжһӘзҡ„йӣ¶зӮ№ж Үе®ҡ пјҢ йҰ–е…Ҳеә”иҜҘе°ҶдјәжңҚз„ҠжһӘеҠЁз”өжһҒиҮӮи°ғж•ҙеҲ°йӣ¶зӮ№дҪҚзҪ® гҖӮ
дҪҝз”ЁвҖңPosвҖқе·Ҙе…·дёӯзҡ„жІҝеқҗж Ү系平移еҠҹиғҪ пјҢ е°ҶдјәжңҚз„ҠжһӘеҠЁз”өжһҒиҮӮ移еҠЁеҲ°йӣ¶дҪҚ пјҢ жң¬дҫӢд»Ҙз„ҠжһӘеҠЁз”өжһҒиҮӮдёҺйқҷз”өжһҒиҮӮе®Ңе…ЁжҺҘи§Ұзҡ„дҪҚзҪ®дёәйӣ¶зӮ№дҪҚзҪ®пјҲз„ҠжһӘе…ій—ӯзҠ¶жҖҒпјү гҖӮ
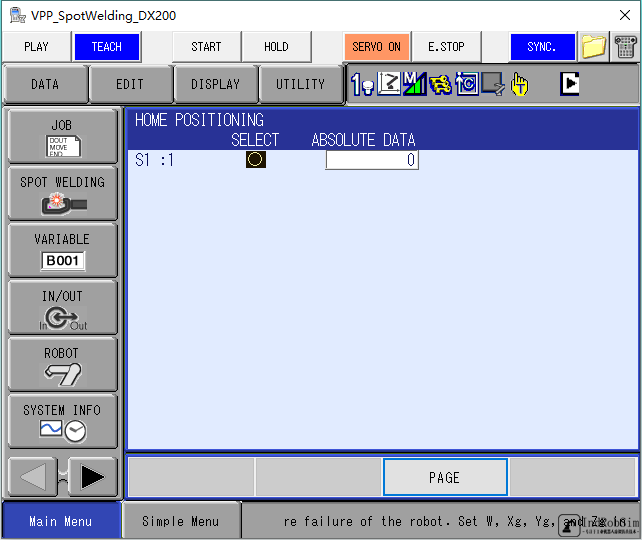
иҷҡжӢҹзӨәж•ҷеҷЁдёӯ пјҢ дҫқж¬ЎйҖүжӢ©вҖңROBOTвҖқвҶ’вҖңHOME POSITIONвҖқ пјҢ еңЁHOME POSITIONINGз•ҢйқўдёӯзӮ№еҮ»дёӢж–№зҡ„вҖңPAGEвҖқ пјҢ 然еҗҺеңЁеј№еҮәзҡ„йҖүйЎ№еҲ—иЎЁдёӯйҖүжӢ©дјәжңҚз„ҠжһӘжҺ§еҲ¶з»„вҖңS1:STATION1вҖқ пјҢ иҝӣе…Ҙз„ҠжһӘHomeдҪҚзҪ®ж Үе®ҡ гҖӮ
е°Ҷе…үж Ү移еҠЁеҲ°S1:1еҗҺзҡ„вҖңеңҶеңҲвҖқдёҠ пјҢ 然еҗҺеңЁиҷҡжӢҹзӨәж•ҷеҷЁзҡ„ж“ҚдҪңйқўжқҝдёҠжҢүвҖңSELECTвҖқжҢүй”® пјҢ еңЁеј№еҮәзҡ„вҖңCreate home position?вҖқдҝЎжҒҜжҸҗзӨәжЎҶдёӯзӮ№еҮ»вҖңYESвҖқ пјҢ з„ҠжһӘHomeдҪҚзҪ®ж Үе®ҡе®ҢжҲҗ гҖӮ
жңәеҷЁдәәзӨәж•ҷзј–зЁӢдҪҝз”ЁиҷҡжӢҹзӨәж•ҷеҷЁеҲӣе»әжңәеҷЁдәәзӮ№з„Ҡз„ҠжҺҘзЁӢеәҸ пјҢ зЁӢеәҸеҲӣе»әж—¶вҖңGROUP SETвҖқи®ҫзҪ®дёәвҖңR1+S1вҖқ пјҢ еҚізЁӢеәҸдёӯеҗҢж—¶дҪҝз”ЁжңәеҷЁдәәжҺ§еҲ¶з»„дёҺдјәжңҚз„ҠжһӘеӨ–йғЁиҪҙжҺ§еҲ¶з»„ гҖӮ
йҰ–е…ҲдҪҝз”ЁиҝҗеҠЁжҢҮд»ӨеҲӣе»әжңәеҷЁдәәиҝҗеҠЁи·Ҝеҫ„зЁӢеәҸ пјҢ еҢ…еҗ«HomeзӮ№зЁӢеәҸгҖҒиҝҮжёЎзӮ№зЁӢеәҸгҖҒз„ҠжҺҘе·ҘиүәзӮ№зЁӢеәҸ гҖӮ 然еҗҺеңЁжҜҸдёҖжқЎе·ҘиүәзӮ№зЁӢеәҸд№ӢеҗҺжҸ’е…Ҙжү§иЎҢз„ҠжҺҘжҢҮд»ӨSVSPOT гҖӮ
иҷҡжӢҹзӨәж•ҷеҷЁдёҠ пјҢ дҫқж¬ЎйҖүжӢ©вҖңINFORMвҖқвҶ’вҖңDEVICEвҖқвҶ’вҖңSVSPOTвҖқ пјҢ д№ҹеҸҜд»ҘзӣҙжҺҘеңЁж“ҚдҪңйқўжқҝдёҠжҢүвҖңВ·SPOTвҖқжҢүй”® пјҢ е°ҶиҝҗеҠЁжҢҮд»ӨеҲҮжҚўдёәжү§иЎҢз„ҠжҺҘжҢҮд»Ө гҖӮ
еҪ“然иҝҷйҮҢд№ҹеҸҜд»ҘдҪҝз”Ёй—ҙйҡҷеҠЁдҪңжҢҮд»ӨSVSPOTMOVе®һзҺ°зӮ№з„Ҡз„ҠжҺҘ пјҢ дҪҝз”ЁSVSPOTMOVжҢҮд»Өж—¶дёҚйңҖиҰҒдәӢе…ҲзӨәж•ҷз„ҠжҺҘе·ҘиүәзӮ№иҝҗеҠЁи·Ҝеҫ„зЁӢеәҸ пјҢ SVSPOTMOVжҢҮд»ӨдёӯиҮӘеёҰиҝҗеҠЁеҠҹиғҪ пјҢ еҸҜд»ҘзӣҙжҺҘзӨәж•ҷжңәеҷЁдәәиҝҗеҠЁиҪЁиҝ№зӮ№ гҖӮ еңЁзӨәж•ҷеҷЁзҡ„ж“ҚдҪңйқўжқҝдёҠжҢүвҖң8 PRESSUREвҖқжҢүй”® пјҢ еҸҜд»ҘеңЁиҝҗеҠЁжҢҮд»ӨдёҺй—ҙйҡҷеҠЁдҪңжҢҮд»Өд№Ӣй—ҙиҝӣиЎҢеҲҮжҚў гҖӮ
GUN#(1)пјҡз„ҠжһӘеәҸеҸ· пјҢ з”ЁдәҺжҢҮе®ҡз„ҠжҺҘдҪҝз”Ёзҡ„з„ҠжһӘеәҸеҸ· пјҢ з„ҠжһӘеәҸеҸ·еңЁжңәеҷЁдәәеӨ–йғЁиҪҙеҲқе§ӢеҢ–й…ҚзҪ®дёӯе·Іи®ҫе®ҡ гҖӮ
PRESS#(1)пјҡеҺӢеҠӣж–Ү件еәҸеҸ· пјҢ жҢҮе®ҡи®ҫе®ҡеҺӢеҠӣзҡ„ж–Ү件еәҸеҸ· пјҢ еҺӢеҠӣжқЎд»¶еҸҜд»ҘеңЁзӨәж•ҷеҷЁзҡ„GUN PRESSUREз•Ңйқўи®ҫзҪ® гҖӮ
WTM=1пјҡз„ҠжҺҘжқЎд»¶еәҸеҸ· пјҢ жҢҮе®ҡз„Ҡжңәи®ҫе®ҡзҡ„з„ҠжҺҘжқЎд»¶еәҸеҸ· пјҢ з„ҠжҺҘжқЎд»¶еҸҜд»ҘеңЁз„ҠжңәдёҠи®ҫе®ҡ гҖӮ
WST=1пјҡз„ҠжңәеҗҜеҠЁж—¶й—ҙ пјҢ жҢҮе®ҡз„Ҡжңәзҡ„еҗҜеҠЁж—¶й—ҙ гҖӮ WST=0ж—¶ пјҢ еңЁжү§иЎҢSVSPOT е‘Ҫд»Өзҡ„еҗҢж—¶еҗҜеҠЁз„Ҡжңә пјҢ еӣ дёәиҰҒеңЁеҠ еҺӢеүҚеҗҜеҠЁз„Ҡжңә пјҢ жүҖд»ҘйңҖеңЁз„ҠжңәеӨ„и®ҫе®ҡйў„еҺӢж—¶й—ҙпјӣWST=1ж—¶ пјҢ еңЁдёҖж¬ЎеҺӢеҠӣжү§иЎҢзҡ„еҗҢж—¶еҗҜеҠЁз„ҠжңәпјӣWST=2ж—¶ пјҢ еңЁдәҢж¬ЎеҺӢеҠӣжү§иЎҢзҡ„еҗҢж—¶еҗҜеҠЁз„Ҡжңә гҖӮ
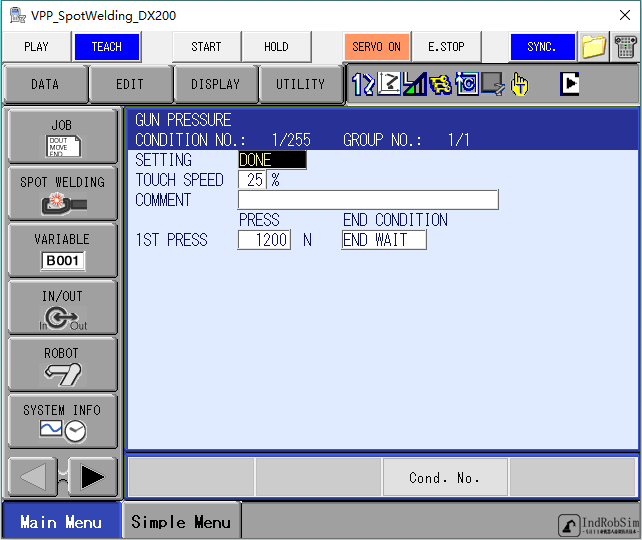
зӮ№з„Ҡз„ҠжҺҘеҸӮж•°и®ҫзҪ®иҷҡжӢҹзӨәж•ҷеҷЁдёҠдҫқж¬ЎйҖүжӢ©вҖңSPOT WELDINGвҖқвҶ’вҖңGUN PRESSUREвҖқ пјҢ иҝӣе…ҘGUN PRESSUREз•Ңйқў пјҢ еңЁжӯӨз•ҢйқўдёӯеҸҜд»Ҙи®ҫе®ҡзӮ№з„Ҡз„ҠжҺҘеҺӢеҠӣеҸӮж•° гҖӮ
TOUCH SPEEDпјҡжҺҘи§ҰйҖҹеәҰ пјҢ иЎЁзӨәз„ҠжһӘе…ій—ӯж—¶з”өжһҒзҡ„иҝҗеҠЁйҖҹеәҰ пјҢ з”Ёз„ҠжһӘз”өжңәйўқе®ҡиҪ¬ж•°зҡ„зҷҫеҲҶжҜ”пјҲ%пјүиЎЁзӨә гҖӮ
1ST PRESSпјҡдёҖж¬ЎжҺҘи§ҰеҺӢеҠӣ пјҢ иЎЁзӨәз„ҠжһӘз”өжһҒжҺҘи§Ұе·Ҙ件时зҡ„第дёҖж¬ЎеҠ еҺӢеҺӢеҠӣ гҖӮ
SETTINGпјҡз”ҹж•Ҳи®ҫе®ҡ пјҢ иЎЁзӨәз„ҠжһӘеҺӢеҠӣж–Ү件зҡ„и®ҫе®ҡзҠ¶жҖҒ гҖӮ иҝҳжңӘиҫ“е…ҘеҸӮж•°еҖјзҡ„ж–Ү件жҳҫзӨәвҖңNOT DONEвҖқ пјҢ е·Із»Ҹиҫ“е…ҘеҸӮж•°еҖјзҡ„ж–Ү件йңҖи®ҫе®ҡдёәвҖңDONEвҖқ гҖӮ
д»ҝзңҹиҝҗиЎҢеңЁиҪҜ件вҖңSimulationвҖқиҸңеҚ•ж ҸдёӢ пјҢ зӮ№еҮ»вҖңStartвҖқе‘Ҫд»ӨжҢүй’® пјҢ еҸҜд»ҘзңӢеҲ°жңәеҷЁдәәжҢүз…§зӨәж•ҷзҡ„зЁӢеәҸеҜ№е·Ҙ件иҝӣиЎҢзӮ№з„Ҡз„ҠжҺҘ пјҢ еҰӮдёӢеҠЁжҖҒеӣҫжүҖзӨә гҖӮ иҝҗиЎҢз»“жқҹеҗҺзӮ№еҮ»вҖңResetвҖқе‘Ҫд»ӨжҢүй’® пјҢ жҒўеӨҚе·ҘдҪңз«ҷеҲқе§ӢзҠ¶жҖҒ гҖӮ
гҖҗ|MotoSimEG-VRCиҪҜ件пјҡеҹәдәҺдјәжңҚз„ҠжһӘзҡ„жңәеҷЁдәәзӮ№з„ҠиҷҡжӢҹд»ҝзңҹгҖ‘The End
жҺЁиҚҗйҳ…иҜ»
















- йҮҸеӯҗй—Ё|еҲ©з”Ёи¶…еҜјйҮҸеӯҗжҜ”зү№е®һзҺ°еҹәдәҺйқһз»қзғӯеҮ дҪ•зӣёзҡ„йҮҸеӯҗй—Ё
- жҒ¶ж„ҸиҪҜ件|30000еҸ°иӢ№жһңз”өи„‘йҒӯжҒ¶ж„ҸиҪҜ件е…ҘдҫөпјҢеҢ…жӢ¬жңҖж–°зҡ„M1зі»еҲ—
- rnai|ж–°иҚҜйҖҹйҖ’пјҡйҰ–дёӘеҹәдәҺRNAiз–—жі•зҡ„ж–°иҚҜARC-520з»“жһңеҮәзӮүпјҒ
- еҢ—еӨ§йқ’йёҹдёӯеҚҡиҪҜ件еӯҰйҷў|зЁӢеәҸе‘ҳиҒҢдёҡжҷӢеҚҮ规еҲ’пјҢжҢүз…§иҝҷ规еҲ’пјҢжҲ‘е№ҙи–ӘиҫҫеҲ°40дёҮ
- д»Јиҙӯ|зҪ‘з»ңж–°иҜҲйӘ—вҖңд»ЈиҙӯвҖқйӘ—еӯҗеӨҡпјҢдәӨеҸӢиҪҜ件жҲ–зӨҫдәӨе№іеҸ°дёҠдёҚйғҪжҳҜжңӢеҸӢ
- дёӯе№ҙ|ж·ұдёҚеҸҜжөӢ е·ҘдёҡиҪҜ件д№Ӣи°ң
- еүҚзәҝйЈҺжҡҙ|зҫҺеӣҪжү№еҮҶеҗ‘йҳҝиҒ”й…ӢеҮәе”®F-35пјҢMQ-9Bзӯүж•°еҚғз§ҚжӯҰеҷЁпјҢжңҖеј•дәәжіЁзӣ®зҡ„жҳҜF-35Aзҡ„иҪҜ件еҢ…
- 2020WNEVCеҲӣж–°жҠҖжңҜи§ЈиҜ» | еҹәдәҺжҳҮи…ҫAIзҡ„иҮӘеҠЁй©ҫ驶дә‘жңҚеҠЎжҠҖжңҜ
- еўһй•ҝ|йҮ‘еұұиҪҜ件第дёүеӯЈеәҰиҗҘ收зҺҜжҜ”дёӢж»‘2%пјҢеҮҖеҲ©ж¶ҰеҗҢжҜ”еўһй•ҝ1749%
- иҪҜ件е·ҘзЁӢ|иҮӘеҠЁе®һзҺ°ејҖеҸ‘жөӢиҜ•иҝҗз»ҙ йЈһз®—е…ЁиҮӘеҠЁиҪҜ件е·ҘзЁӢе№іеҸ°еҸ‘еёғ