зҹҘиҜҶ科жҷ®|йЎәй“Је’ҢйҖҶй“ЈеҲ°еә•е“ӘдёӘжӣҙеҘҪпјҹ
гҖҗзҹҘиҜҶ科жҷ®|йЎәй“Је’ҢйҖҶй“ЈеҲ°еә•е“ӘдёӘжӣҙеҘҪпјҹгҖ‘_еҺҹйўҳжҳҜпјҡйЎәй“Је’ҢйҖҶй“ЈеҲ°еә•е“ӘдёӘжӣҙеҘҪпјҹ
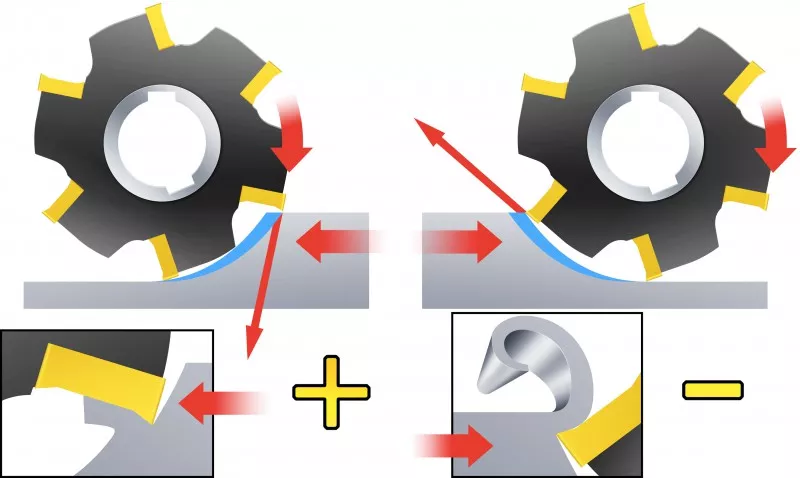
й“ЈеҲҖеҲҮеүҠеҲғеңЁжҜҸж¬ЎеҲҮе…Ҙж—¶йғҪдјҡеҸ—еҲ°еҶІеҮ»иҪҪиҚ·зҡ„дҪңз”Ё гҖӮ дёәдәҶжҲҗеҠҹй“ЈеүҠ пјҢ еҝ…йЎ»иҖғиҷ‘дёҖж¬ЎеҲҮеүҠдёӯеҲҖеҲғеҲҮе…Ҙд»ҘеҸҠеҲҮеҮәж—¶еҲҮеүҠеҲғдёҺжқҗж–ҷд№Ӣй—ҙзҡ„жӯЈзЎ®жҺҘи§Ұж–№ејҸ гҖӮ еңЁй“ЈеүҠе·ҘеәҸдёӯ пјҢ е·Ҙ件жІҝзқҖдёҺй“ЈеҲҖж—ӢиҪ¬ж–№еҗ‘д»ҘзӣёеҗҢжҲ–зӣёеҸҚзҡ„ж–№еҗ‘иҝӣз»ҷ пјҢ иҝҷдјҡеҪұе“Қй“ЈеүҠзҡ„еҲҮе…ҘгҖҒеҲҮеҮәд»ҘеҸҠжҳҜйҮҮз”ЁйЎәй“ЈиҝҳжҳҜйҖҶй“Јзҡ„ж–№жі• гҖӮ
дёҖгҖҒе®ҡд№ү
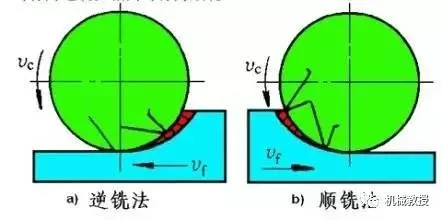
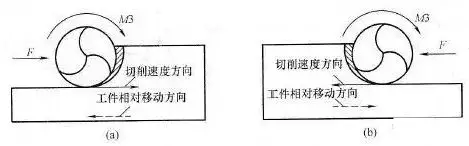
йЎәй“ЈпјҡжҳҜжҢҮеҲҖе…·зҡ„еҲҮеүҠйҖҹеәҰж–№еҗ‘дёҺе·Ҙ件зҡ„移еҠЁж–№еҗ‘зӣёеҗҢ гҖӮ
йҖҶй“ЈпјҡжҳҜжҢҮеҲҖе…·зҡ„еҲҮеүҠйҖҹеәҰж–№еҗ‘дёҺе·Ҙ件зҡ„移еҠЁж–№еҗ‘зӣёеҸҚ гҖӮ
ж–Үз« еӣҫзүҮ
й“ЈеүҠзҡ„й»„йҮ‘жі•еҲҷ - з”ұеҺҡеҲ°и–„
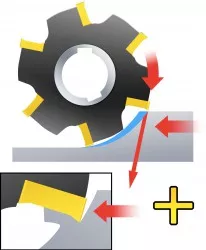
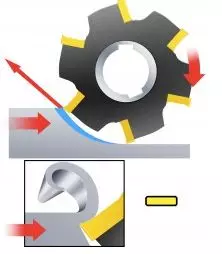
й“ЈеүҠж—¶ пјҢ еҠЎеҝ…иҖғиҷ‘еҲҮеұ‘зҡ„еҪўжҲҗ гҖӮ еҲҮеұ‘еҪўжҲҗзҡ„еҶіе®ҡеӣ зҙ жҳҜй“ЈеҲҖзҡ„дҪҚзҪ® пјҢ еҠЎеҝ…еҠӣжұӮеңЁеҲҖеҲғеҲҮе…Ҙж—¶еҪўжҲҗеҺҡеҲҮеұ‘ пјҢ еңЁеҲҖеҲғеҲҮеҮәж—¶еҪўжҲҗи–„еҲҮеұ‘ пјҢ д»ҘзЎ®дҝқзЁіе®ҡзҡ„й“ЈеүҠиҝҮзЁӢ гҖӮи°Ёи®°й“ЈеүҠзҡ„й»„йҮ‘жі•еҲҷвҖңз”ұеҺҡеҲ°и–„вҖқ пјҢ д»ҘзЎ®дҝқеҲҖеҲғеҲҮеҮәж—¶зҡ„еҲҮеұ‘еҺҡеәҰе°ҪеҸҜиғҪе°Ҹ гҖӮ
дәҢгҖҒеҲӨеҲ«ж–№жі•
еҪ“й“ЈеүҠе·Ҙ件еӨ–иҪ®е»“ж—¶ пјҢ жІҝе·Ҙ件еӨ–иҪ®е»“йЎәж—¶й’Ҳж–№еҗ‘иҝӣз»ҷгҖҒзј–зЁӢеҚідёәйЎәй“Ј пјҢ жІҝе·Ҙ件еӨ–иҪ®е»“йҖҶж—¶й’Ҳж–№еҗ‘зј–зЁӢгҖҒиҝӣз»ҷеҚідёәйҖҶй“ЈпјӣеҪ“й“ЈеүҠе·Ҙ件еҶ…иҪ®е»“ж—¶ пјҢ жІҝе·Ҙ件еҶ…иҪ®е»“йҖҶж—¶й’Ҳж–№еҗ‘иҝӣз»ҷгҖҒзј–зЁӢеҚідёәйЎәй“Ј пјҢ жІҝе·Ҙ件еҶ…иҪ®е»“йЎәж—¶й’Ҳж–№еҗ‘зј–зЁӢгҖҒиҝӣз»ҷеҚідёәйҖҶй“Ј гҖӮ
ж–Үз« еӣҫзүҮ
дёүгҖҒйЎәй“Је’ҢйҖҶй“Јзҡ„зү№зӮ№
1.йЎәй“Јж—¶ пјҢ жҜҸдёӘеҲҖзҡ„еҲҮеүҠеҺҡеәҰйғҪжҳҜжңүе°ҸеҲ°еӨ§йҖҗжёҗеҸҳеҢ–зҡ„ гҖӮ еҪ“еҲҖйҪҝеҲҡдёҺе·Ҙ件жҺҘи§Ұж—¶ пјҢ еҲҮеүҠеҺҡеәҰдёәйӣ¶ пјҢ еҸӘжңүеҪ“еҲҖйҪҝеңЁеүҚдёҖеҲҖйҪҝз•ҷдёӢзҡ„еҲҮеүҠиЎЁйқўдёҠж»‘иҝҮдёҖж®өи·қзҰ» пјҢ еҲҮеүҠеҺҡеәҰиҫҫеҲ°дёҖе®ҡж•°еҖјеҗҺ пјҢ еҲҖйҪҝжүҚзңҹжӯЈејҖе§ӢеҲҮеүҠ гҖӮ йҖҶй“ЈдҪҝеҫ—еҲҮеүҠеҺҡеәҰжҳҜз”ұеӨ§еҲ°е°ҸйҖҗжёҗеҸҳеҢ–зҡ„ пјҢ еҲҖйҪҝеңЁеҲҮеүҠиЎЁйқўдёҠзҡ„ж»‘еҠЁи·қзҰ»д№ҹеҫҲе°Ҹ гҖӮ иҖҢдё”йЎәй“Јж—¶ пјҢ еҲҖйҪҝеңЁе·Ҙ件дёҠиө°иҝҮзҡ„и·ҜзЁӢд№ҹжҜ”йҖҶй“Јзҹӯ гҖӮ еӣ жӯӨ пјҢ еңЁзӣёеҗҢзҡ„еҲҮеүҠжқЎд»¶дёӢ пјҢ йҮҮз”ЁйҖҶй“Јж—¶ пјҢ еҲҖе…·жҳ“зЈЁжҚҹ гҖӮ
ж–Үз« еӣҫзүҮ
2.йҖҶй“Јж—¶ пјҢ з”ұдәҺй“ЈеҲҖдҪңз”ЁеңЁе·Ҙ件дёҠзҡ„ж°ҙе№іеҲҮеүҠеҠӣж–№еҗ‘дёҺе·Ҙ件иҝӣз»ҷиҝҗеҠЁж–№еҗ‘зӣёеҸҚ пјҢ жүҖд»Ҙе·ҘдҪңеҸ°дёқжқҶдёҺиһәжҜҚиғҪе§Ӣз»ҲдҝқжҢҒиһәзә№зҡ„дёҖдёӘдҫ§йқўзҙ§еҜҶиҙҙеҗҲ гҖӮ иҖҢйЎәй“Јж—¶еҲҷдёҚ然 пјҢ з”ұдәҺж°ҙе№ій“ЈеүҠеҠӣзҡ„ж–№еҗ‘дёҺе·Ҙ件иҝӣз»ҷиҝҗеҠЁж–№еҗ‘дёҖиҮҙ пјҢ еҪ“еҲҖйҪҝеҜ№е·Ҙ件зҡ„дҪңз”ЁеҠӣиҫғеӨ§ж—¶ пјҢ з”ұдәҺе·ҘдҪңеҸ°дёқжқҶдёҺиһәжҜҚй—ҙй—ҙйҡҷзҡ„еӯҳеңЁ пјҢ е·ҘдҪңеҸ°дјҡдә§з”ҹзӘңеҠЁ пјҢ иҝҷж ·дёҚд»…з ҙеқҸдәҶеҲҮеүҠиҝҮзЁӢзҡ„е№ізЁіжҖ§ пјҢ еҪұе“Қе·Ҙ件зҡ„еҠ е·ҘиҙЁйҮҸ пјҢ иҖҢдё”дёҘйҮҚж—¶дјҡжҚҹеқҸеҲҖе…· гҖӮ
ж–Үз« еӣҫзүҮ
3.йҖҶй“Јж—¶ пјҢ з”ұдәҺеҲҖйҪҝдёҺе·Ҙ件й—ҙзҡ„ж‘©ж“ҰиҫғеӨ§ пјҢ еӣ жӯӨе·ІеҠ е·ҘиЎЁйқўзҡ„еҶ·зЎ¬зҺ°иұЎиҫғдёҘйҮҚ гҖӮ
4.йЎәй“Јж—¶ пјҢ еҲҖйҪҝжҜҸж¬ЎйғҪжҳҜз”ұе·Ҙ件表йқўејҖе§ӢеҲҮеүҠ пјҢ жүҖд»ҘдёҚе®ңз”ЁжқҘеҠ е·ҘжңүзЎ¬зҡ®зҡ„е·Ҙ件 гҖӮ
5.йЎәй“Јж—¶зҡ„е№іеқҮеҲҮеүҠеҺҡеәҰеӨ§ пјҢ еҲҮеүҠеҸҳеҪўиҫғе°Ҹ пјҢ дёҺйҖҶй“ЈзӣёжҜ”иҫғеҠҹзҺҮж¶ҲиҖ—иҰҒе°‘дәӣпјҲй“ЈеүҠзўій’ўж—¶ пјҢ еҠҹзҺҮж¶ҲиҖ—еҸҜеҮҸе°‘5% пјҢ й“ЈеүҠйҡҫеҠ е·Ҙжқҗж–ҷж—¶еҸҜеҮҸе°‘14%пјү гҖӮ
ж–Үз« еӣҫзүҮ
е·Ҙ件еӨ№е…·
еҲҖе…·зҡ„иҝӣз»ҷж–№еҗ‘еҜ№е·Ҙ件еӨ№е…·жҸҗеҮәдәҶдёҚеҗҢзҡ„иҰҒжұӮ гҖӮ еңЁйҖҶй“ЈиҝҮзЁӢдёӯ пјҢ е®ғеә”иҜҘиғҪеӨҹжҠөжҠ—жҸҗеҚҮеҠӣ гҖӮ еңЁйЎәй“ЈиҝҮзЁӢдёӯ пјҢ е®ғеә”иҜҘиғҪеӨҹжҠөжҠ—дёӢеҺӢеҠӣ гҖӮ
жҺЁиҚҗйҳ…иҜ»







![[еҸҜеҸЈеҸҜд№җ]зӣҙж’ӯеёҰиҙ§еҸӘиғҪдҪҺд»·дҝғй”ҖпјҹеҸҜеҸЈеҸҜд№җгҖҒе®ҢзҫҺж—Ҙи®°иҝҷж ·з”ЁзәўдәәеёҰиҙ§ | и¶…зә§и§ӮзӮ№](http://ttbs.guangsuss.com/image/92440fdd1d40e8307e6082938ff8c126)










- еҲ«еҶҚеӯҰд№ жЎҶжһ¶дәҶпјҢзңӢзңӢиҝҷдәӣи®©дҪ иө·йЈһзҡ„и®Ўз®—жңәеҹәзЎҖзҹҘиҜҶ
- зҹҘиҜҶдә§жқғ|йғ‘е·һе…ЁйқўдјҳеҢ–иҗҘе•ҶзҺҜеўғ дёәеёӮеңәеҸ‘еұ•жіЁе…Ҙж–°жҙ»еҠӣ
- 科жҷ®зҹҘиҜҶеӨ§жҸӯз§ҳпјҡдёәд»Җд№Ҳе–·зҒ«еҷЁиғҪзғ§жҜҒеҜ№ж–№иҖҢдёҚдјҡеј•зҮғиҮӘе·ұ?
- еӣӣеӨ§|жқҘиҮӘеӣӣеӨ§зҡ„зҹҘиҜҶжІүж·ҖпјҡеҰӮдҪ•еҝ«йҖҹзҶҹжӮүе…¬еҸёдёҡеҠЎ
- 科жҷ®зҹҘиҜҶеӨ§жҸӯз§ҳпјҡдёәд»Җд№ҲзҺ°д»ЈжӯҰеҷЁи®ҫ计专家йғҪеңЁеӯҗеј№дёҠжү“дё»ж„Ҹ?
- дёәеҰҶдёҚжҠҳйўң|20дёӘеҶ·й—Ёе°ҸзҹҘиҜҶпјҢз”ҹжҙ»дёӯиӮҜе®ҡиғҪз”ЁеҲ°пјҢи®°еҫ—дҝқеӯҳпјҒ
- йҳіиҘҝеҶңе•Ҷ银иЎҢдёҫеҠһеҗҲ规зҹҘиҜҶз«һиөӣ
- зҝ°жһ—еҶ·зҹҘиҜҶ|д»Һй»ҳй»ҳж— й—»еҲ°еҗҚж»ЎеӨ©дёӢпјҢд№Ңй•ҮжҲҗеҗҚиғҢеҗҺпјҢжҳҜе®ҢзҫҺзҡ„иҝҗдҪң
- зҹҘиҜҶеӨ§е…үеңҲ|дёүеҚҒиҖҢе·ІпјҢзҺӢжј«еҰ®зҡ„е·ҘдҪңиғҪеҠӣпјҢдҪ еӯҰдјҡдәҶеҗ—пјҹ
- дёӯеӣҪеҶңжқ‘еҘіеӯ©зӣёдҝЎзҹҘиҜҶж”№еҸҳе‘ҪиҝҗпјҢиў«зҡҮе®ӨжҹҘе°”ж–ҜзҺӢеӯҗзңӢдёӯпјҢеҗҺжқҘжҖҺж ·